



3D printing offers a way to achieve mass customization — production in which every part is custom and different. Meanwhile, investment casting is a potentially economical method for straightforward mass production. Can the two be brought together, so casting can be efficiently mass customized?

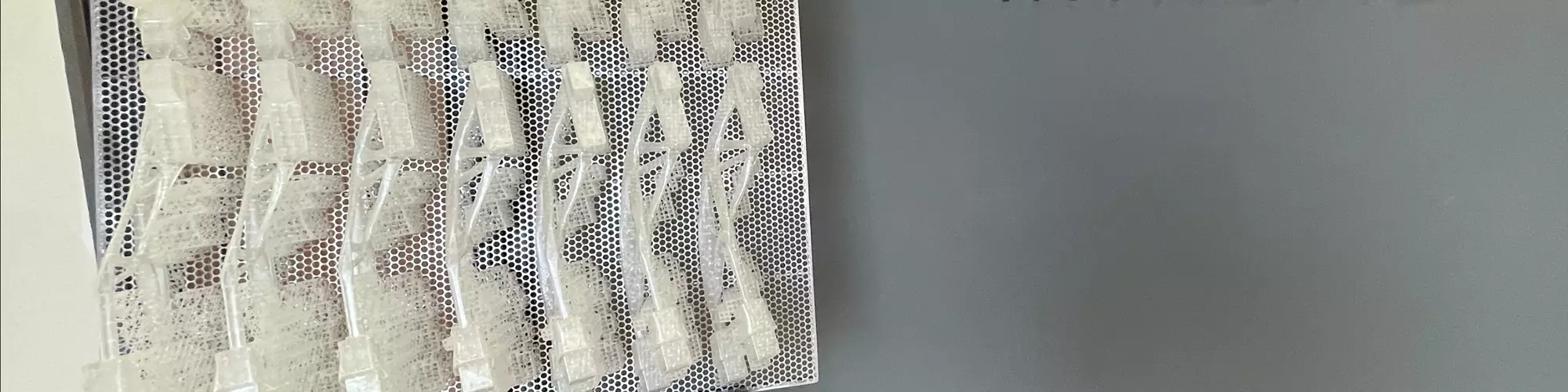
Additive manufacturing can support investment casting to the extent that 3D printing of patterns can keep pace with production. The batch of patterns seen here for a cast bracket was made on Intrepid Automation's Range machine. In this case, batching helps deliver speed — the build time for this batch equates to 50 minutes per pattern.
Intrepid Automation’s answer is yes — so long as investment casting patterns are 3D printed fast enough to keep pace with casting production. The startup in San Diego, California, has developed digital light processing (DLP) systems aimed at production speed and scale. After five years of development, the company introduced its first commercial production DLP systems in 2022, and investment casting is one of the major opportunities it has seen.



Justin Swartz is director of commercial solutions for the company. He describes how mass customization could work in the case of medical implants made via casting. A replacement knee, for example, could have its dimensions fine-tuned to measurements of the patient’s anatomy. The implants themselves would be mass produced in a traditional investment casting operation, but the patterns at the heart of this casting would change piece by piece, assuring the customization.
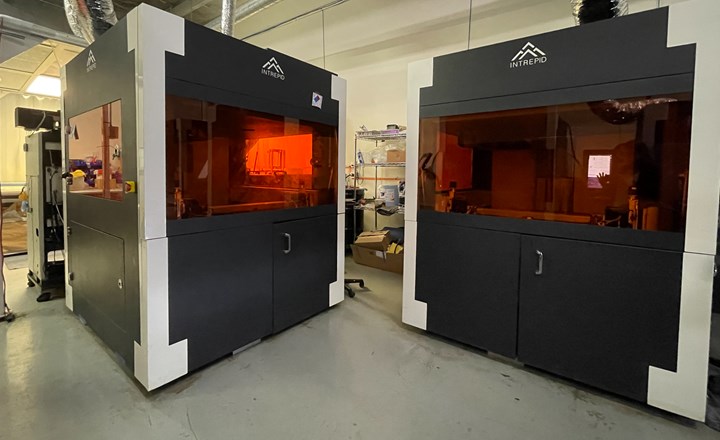
The Range is the company's DLP machine accommodating larger-volume builds. Each machine uses six light projectors in tandem and builds parts from the support plate up.
Tooling is the obstacle to casting with this kind of design variety today. The wax patterns for investment casting (also called lost wax casting) are injection molded. A mold makes the wax pattern that makes the one-use ceramic mold, and the wax pattern melts out of this ceramic mold so it can make the cast metal part. The fixed mold tooling at the start of this chain fixes the design. Using DLP to make patterns instead offers the benefit of removing this mold from the process, and therefore removing the need for fixed part geometry.
Indeed, the freedom to proceed without tooling in this way is potentially valuable even where the design does not have to change for every single part, Swartz says. Intrepid has seen this in discussions with sporting goods producers: “Golf club makers begin developing new club designs two and a half years ahead of the release date,” he says. That is, they have the new club models for three different years’ products in development at a time. Given this long lead, “a new design that takes away a popular feature is a risk with every product launch,” he says, so club designers are cautious. Relying on 3D printing in place of tooling addresses this risk: The design of a cast product could be changed well after the product’s introduction just by changing the design of the pattern. Club design concepts can be adjusted based on customer response.

Here is an investment casting pattern and the part it was used to produce. The A356-T6 aluminum engine mount casting seen here (background) was made by O'Fallon Casting in Missouri. This photo courtesy of Intrepid. More in the next caption.

Here is another view of the O'Fallon engine mount pattern and casting. With 3D printing aiding casting in this way, additive manufacturing advantages such as design freedom and assembly consolidation can be more fully applied to casting. The 10-pound cast part was tailored for strength, fatigue resistance and mass reduction using generative design, and it replaces what had been an assembly of five machined components.

This display within a conference room at Intrepid shows the investment casting sequence when the pattern is 3D printed. From left to right: the pattern (1) is encased in ceramic (2). The pattern is then burned out, leaving the hard-ended ceramic mold that casts the metal form (3) that includes the final part (4). Click on the photo for a larger view.
For investment casting users, and for foundries performing this work, this mode of patternmaking opens new possibilities. 3D printing patterns is not new — 3D printing them at speed, repeatability and economy suited to production potentially is. Swartz says Intrepid has been talking to leading investment casting providers to explore the promise of augmenting casting with design flexibility in this way. This mode of patternmaking also potentially brings a material change: Intrepid’s system makes patterns from thermoplastic. Thus, the 3D printed replacements for molded wax patterns are not made of wax, and one potential consequence —more on this below — is a reduction in the amount of material used to make the patterns.
Projectors and Printers in Tandem
Intrepid has developed two different DLP systems: its “Range” machine, which prints onto a build surface that descends into the resin, and its “Epic” system, which encloses multiple parallel DLP machines that suspend the 3D printed part from above. The Range model allows for larger parts and batches, as well as printing with elastomers (which would otherwise be vulnerable to the pull of the suspended mode of printing). The Epic system allows for fully automated production of smaller parts.
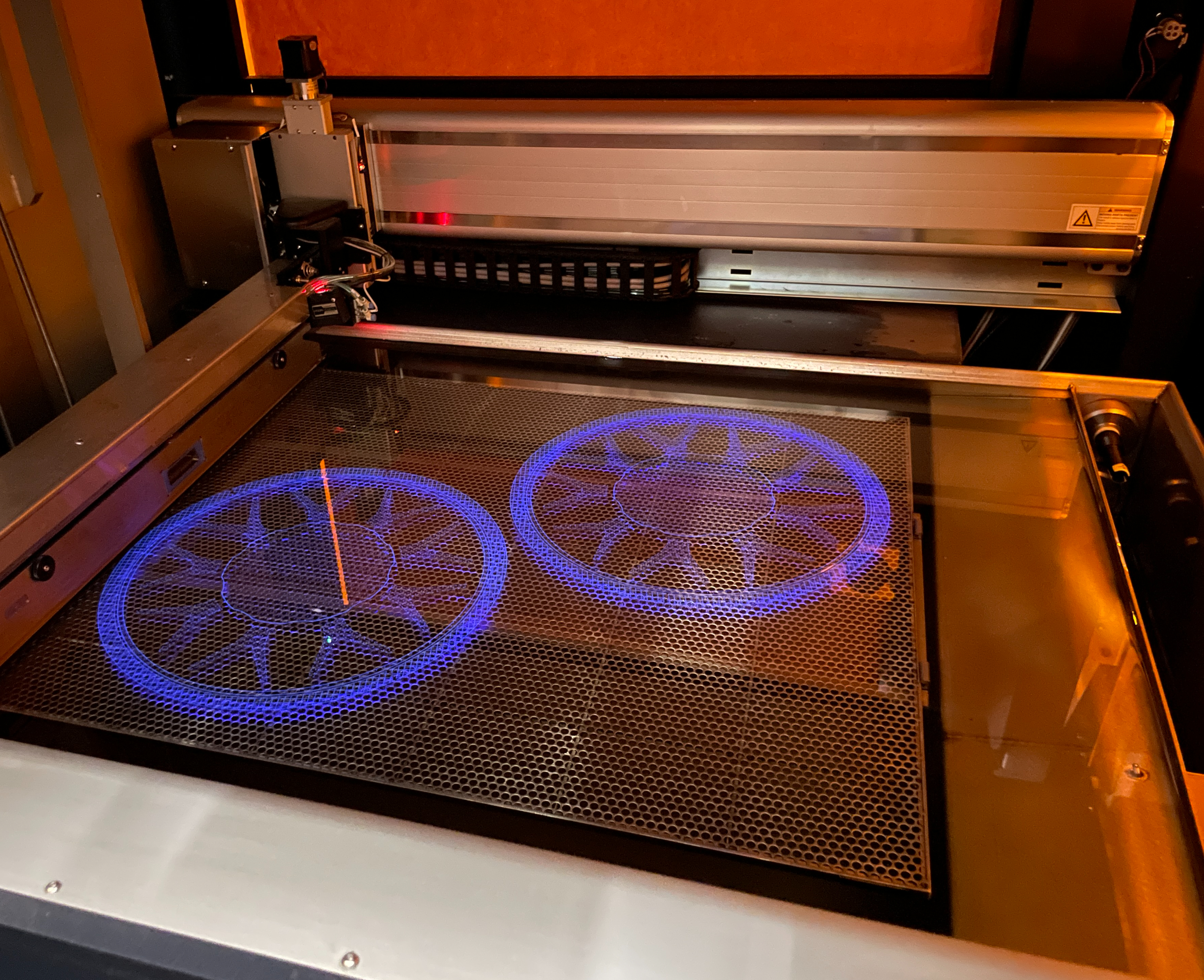
Two patterns for cast automotive wheels are being 3D printed in a build that will take about four hours.
On the Range machine, speed comes from six light projectors working in tandem, combined with software coordinating their positioning relative to one another and material formulations developed by Intrepid that are tuned for fast build rates in this machine. A pattern for a cast automotive wheel could be produced at the rate of two per build in about four hours to build both parts, Swartz says. The machine also features automatic door opening for robot access, and a robot on a track serving several of these machines is one likely scenario for applying this system in production.

The Epic system encloses several smaller DLP machines along within robot handling and postprocessing for lights-out production. Intrepid's Justin Swartz, background, describes the system to me.
The Epic system operates as a production cell, employing multiple DLP 3D printers in an enclosed unit. The robot serving them is built in. So is the postprocessing — a robot moving on a track at the top of the system is able to load and unload build cartridges from various DLP stations, and also load and unload them from integrated spin units that remove extra resin from the printed parts.
Intrepid plans to offer a development kit for production users of either system to enable close connection between manufacturing and design, Swartz says. The development kit is a non-production machine using the same system as the production units to allow design engineers to trial and fine-tune 3D printed parts. Once the design is finalized in this way, the same 3D printing process proven on the development kit can be sent with no change for use on the production machines — perhaps located in another facility.
The automated system permits continuous production of many part numbers in sequence. The metal forms here that look like loaf pans are the build cartridges for the system, and in production they would use bar codes both to identify parts and any dimensional variation from cartridge to cartridge. A robot outside the system could unload cartridges exiting in this way.
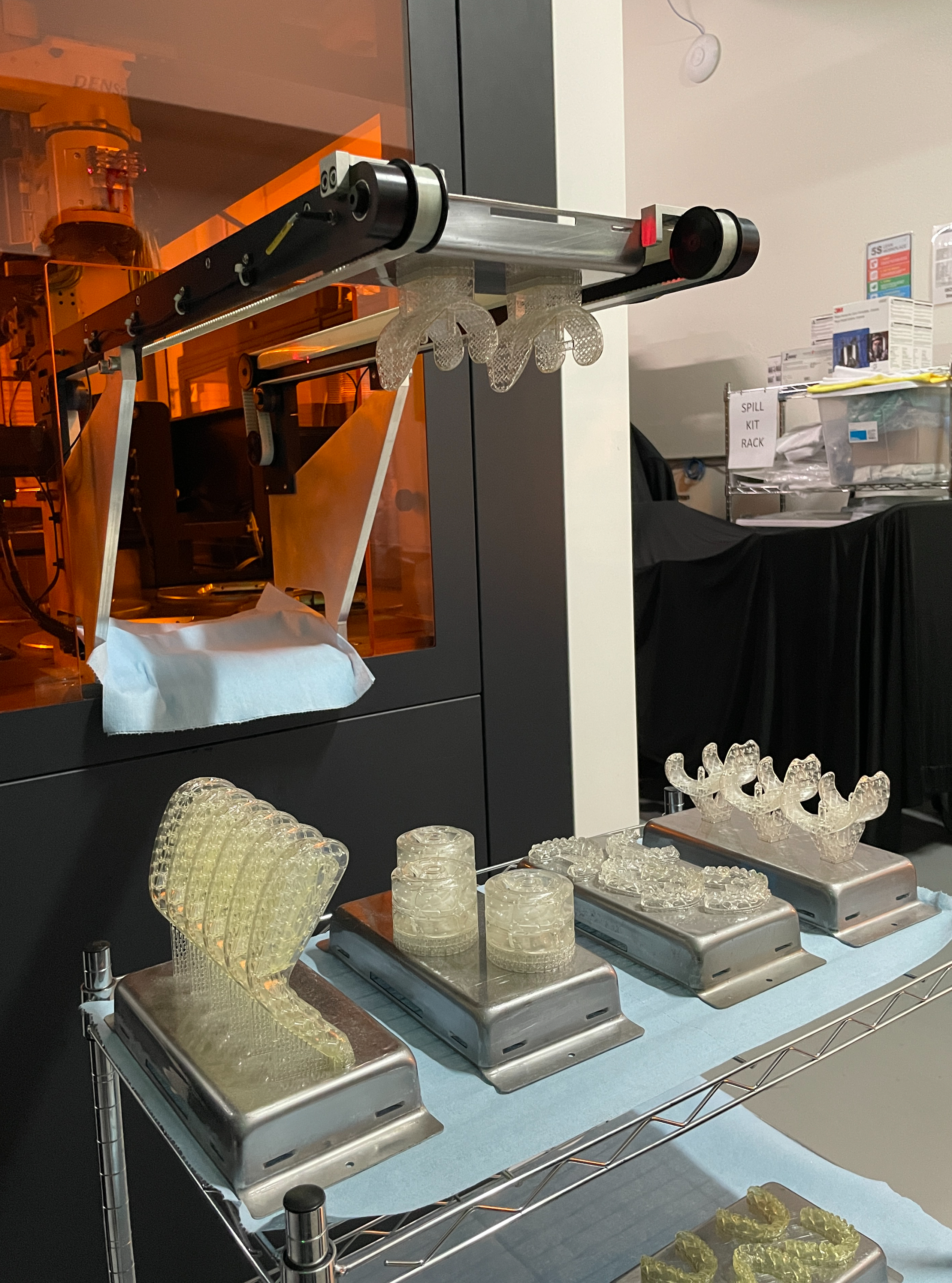
Investment casting is far from the only application. Polymer end-use parts can be produced this way as well, including mass-customized products. For example, dental aligners (tailor-made to every patient’s teeth) represent another potential market. An Epic system with eight DLP units is capable of producing aligners at the rate of about 180 per hour, Swartz says — all of them different, but with the production nevertheless requiring no operator intervention.
Hollow Patterns
For the investment casting application, Intrepid is focusing its material development efforts today not just on continuing to advance the material’s suitability to production speed, but also on tailoring it so that it can serve investment casting foundries with as little disruption as possible.
That the 3D printed patterns offer different possibilities comes across tactilely, with the very heft of the parts. Compared to wax patterns, the new patterns are light. 3D printing plus the stronger polymer used to produce them mean these patterns can be made mostly hollow, full of air.
This is not the case with wax patterns. Injection molding produces solid forms. These patterns melt in an autoclave, and one of the cost-saving measures investment casting foundries pursue is capturing and reusing the melted wax.
By contrast, Intrepid’s investment casting material, a thermoplastic rather than wax, is designed to be burned away in a furnace. The material is not recaptured. Swartz says, “Our approach to material savings is to not use the material in the first place.” The hollow 3D printed patterns use far less material than the solid forms they replace.
And yet, investment casters have autoclaves. They use wax. The material change for a pattern is an adjustment the foundry may or may not be willing to make. So, one active area of engineering development for Intrepid is the pursuit of a material that performs more like wax and is suitable to an autoclave. This challenge is still ongoing, Swartz says, but the company believes this new method of investment casting — a toolingless approach that brings design freedom — ultimately can serve even more users if the adoption path can be made as easy as possible.







Related Content

Drones Take Flight with Metal and Polymer 3D Printed Parts: The Cool Parts Show Bonus
Drones produced by Cobra Aero now incorporate many 3D printed parts made through laser powder bed fusion and Multi Jet Fusion processes.
Read More
Large-Format “Cold” 3D Printing With Polypropylene and Polyethylene
Israeli startup Largix has developed a production solution that can 3D print PP and PE without melting them. Its first test? Custom tanks for chemical storage.
Read More
Possibilities From Electroplating 3D Printed Plastic Parts
Adding layers of nickel or copper to 3D printed polymer can impart desired properties such as electrical conductivity, EMI shielding, abrasion resistance and improved strength — approaching and even exceeding 3D printed metal, according to RePliForm.
Read More
ActivArmor Casts and Splints Are Shifting to Point-of-Care 3D Printing
ActivArmor offers individualized, 3D printed casts and splints for various diagnoses. The company is in the process of shifting to point-of-care printing and aims to promote positive healing outcomes and improved hygienics with customized support devices.
Read MoreRead Next

Casting With Complexity: How Casting Plus 3D Printing Combine the Strengths of Both
Aristo Cast is advancing a mode of part production in which casting makes the part, but 3D printing enables the geometry.
Read More
Looking to Secure the Supply Chain for Castings? Don't Overlook 3D Printed Sand Cores and Molds
Concerns about casting lead times and costs have many OEMs looking to 3D print parts directly in metal. But don’t overlook the advantages of 3D printed sand cores and molds applied for conventional metal casting, says Humtown leader.
Read More
Is 3D Printing Competing with Casting? AM Radio #27B
On this episode of AM Radio, we discuss two examples of companies that are shortening supply chains by using 3D printing instead of casting.
Read More