

.jpg;width=70;height=70;mode=crop;format=webp)



“We never dealt with an OEM until we started 3D printing,” says Mark Lamoncha, president of Humtown Products and Humtown Additive. The former, older company produces sand cores and molds for foundries with the same techniques that have been used for decades; when this was all that Humtown did, it dealt almost exclusively with the foundries. The company worked directly with these facilities to produce the cores and cavities needed to fill their orders for cast metal parts.
But today, Humtown Additive — the sand 3D printing arm of the business — is increasingly having conversations about cores and molds for cast metal parts with the original equipment manufacturers. The reason comes partly from 3D printing’s continued usefulness for prototyping: Humtown Additive can quickly deliver sand cores for cast prototypes using binder jetting, and early success with these tools in product development now frequently results in production work. Exposure to the speed and capabilities of the sand 3D printing process has begun to shape OEMs’ expectations for production, such that some are now weighing in more directly on how those final cast parts will be produced.



“Now it’s the OEMs going to the foundries and saying, ‘Here are the parts you’ll make, and here are the 3D printed cores and molds you’ll use’,” Lamoncha says. Capturing that early buy-in for 3D printed sand, he says, has proven far more disruptive to the casting industry than trying to change how foundries operate directly.
Since my last visit in 2020, Humtown Additive has increased its fleet of sand printers from five to 11 (all S-Max machines from ExOne, now part of Desktop Metal), and its mix of work has changed to reflect the more OEM-focused and production-aiming business strategy. Where most of the sand cores and molds I saw on my past visit were for prototypes, that work now makes up only about 30% of the company’s activities.

Humtown’s sand 3D printing capacity is quickly filling its facility in Leetonia, Ohio. Eleven S-Max 3D printers are up and running to produce foundry tooling as well as other objects made from sand. Photo Credit: Humtown Additive
“Most of what we do now is repeat orders,” Lamoncha says, explaining that most of these production orders come as the result of successful prototype work as described above.
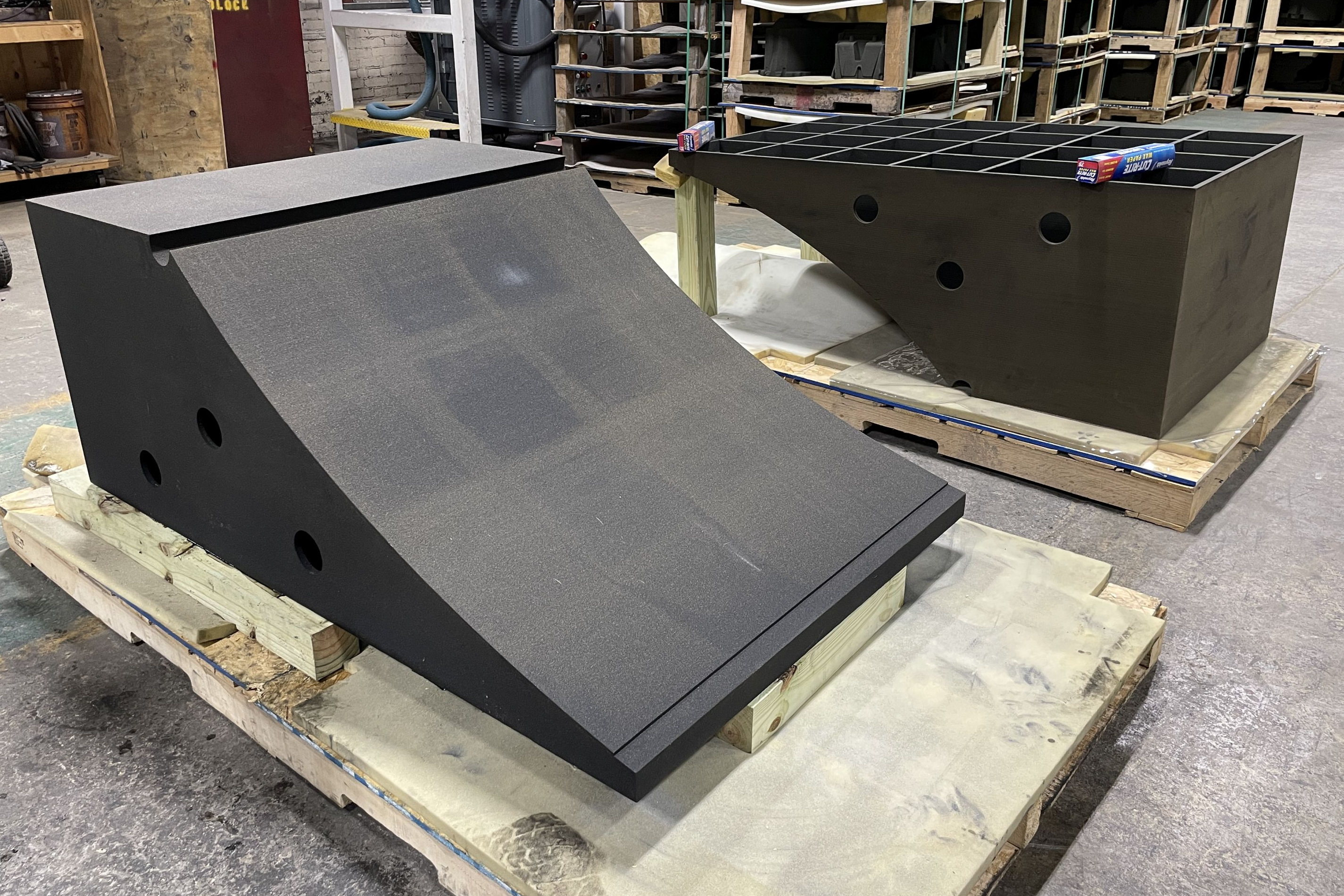
Resin infiltration can be applied to make sand 3D prints durable enough to be used as tooling in serial production for processes like thermoforming, as well as end-use applications — like this skate ramp.
Alongside its foundry-serving activities, the company has also seen substantial growth in tooling for reaction injection molding (RIM), thermoforming and vacuum forming. (For these repeat-use forms, Humtown 3D prints with its typical foundry sand and works with partners who reinforce the parts by infiltrating the material with resin to make it durable.) In any case, production tooling is on the upswing.
“We’re going through at least two railroad cars of sand most weeks,” Lamoncha says.
Reshoring Without Hard Tooling
The additive business for Humtown is housed separately from its business providing conventional foundry cores and molds, and also conceptualized differently. Where producing these conventional forms requires the use of patterns or molds — in other words, tools — 3D printing allows these items to be made directly, which Lamoncha describes as “toolingless.”
The lack of hard tooling enables Humtown Additive to achieve complexity in sand not possible through more conventional means, as well as to act quickly and flexibly in supplying foundry products. That’s a point that could be an important factor in reshoring and maintaining casting operations in the United States.

Humtown president Mark Lamoncha says he’s noticed a shift in how the company’s 3D printed cores and molds get into production use at foundries. Increasingly, it’s the OEMs making the call about where these items come from. Photo Credit: Cynthia Rogers, The Barnes Global Advisors
“Everyone is concerned about the state of castings and the lack of availability in the U.S.,” Lamoncha says. He believes that to some extent foundries’ hesitancy to adopt 3D printed sand cores and molds has left their customers in the dark about one potential solution. “OEMs are beginning to see metal 3D printing as an answer, but they overlook what we can do with toolingless casting.”
Metal 3D printing technologies can offer a more direct route to a final part, but the printing process tends to be expensive and slow — especially for larger metal components. “It might take two days to print a part out of metal,” he says. “We could print the sand in a few hours and have it on its way to the foundry.”
(Still, Humtown has its ear to the ground and would consider adding metal 3D printing to its service portfolio, if and when the right technology comes along. For now, the company is watching metal AM options and waiting to see which method will win out on price, putting it in the best position to substitute for casting.)

Many of Humtown’s S-Max printers are equipped with two build boxes on a track, enabling one machine to produce two runs of parts unattended. With the integration of a FANUC robot for depowdering the green sand parts, a printer like this could continue running beyond two builds without human intervention.
Innovating with Sand
In the meantime, Humtown Additive will continue doing what it does best: advancing and innovating with the sand 3D printing capability it has become known for. When I visited in April 2023, the company was in the process of integrating a robot to automate depowdering, a still time-consuming and labor-intensive part of sand 3D printing. When finalized, a FANUC robot will be able to automatically remove delicate green sand parts weighing up to 7 pounds from the build box, allowing one of the company’s sand printers to run unattended for multiple build cycles.
Lamoncha is also looking at ways to make depowdering easier on human workers as well. One possible solution might be augmented reality. Imagine a view of the parts embedded in the build box overlaid on top of the actual build box with AR — workers would have “X-ray vision” of the entire envelope, he says, and be able to more quickly find the parts within the sand.

Workforce development is another ongoing concern for Humtown, which has invested considerable effort in outreach and programming for local schools. This egg was 3D printed with a dinosaur inside as part of an educational demonstration for local middle school students.
The sand printing technology is an area of innovation too. One of the machines I saw on my visit was configured for “inorganic binder jetting.” In contrast to all the other sand printers onsite which use organic binders, this ExOne machine was specifically designed for inorganic.

Sand parts produced on the inorganic binder jetting system look different from the distinctive dark green coloration of those made with organic binder. (The white dinosaur egg pictured above was also made on this machine.)
In use, the main difference between organic and inorganic binder jetting comes down to the curing mechanism; where a standard organic binder jetting machine relies on chemical curing to set the binder, the inorganic binder uses microwave curing. Among other benefits, this means more sustainable printing and fewer emissions during casting. Right now, Lamoncha calls this machine Humtown’s “science experiment” but if implemented for production, it could enable cores that are more sharply detailed and easier to process at the foundry, and support faster, more efficient sand printing — a valuable consideration as the company anticipates further ramp up.
Along with technology and process advances, the next step in that ramp up will likely be driven by OEMs as well. Today a significant amount of the sand cores and molds that Humtown provides are for its Dual-Path process, in which 3D printed sand is used for quick turnaround while tooling is being made for the conventional process. Over time, Humtown expects to deliver more and more sand cores and molds that take advantage of additive’s geometric and consolidation capabilities.
“There are not a lot of parts out there yet that can only be made with sand 3D printing,” Lamoncha says, “but we see that changing.”







Related Content

America Makes Announces IMPACT 2.0 Project Call Worth $6.6 Million in Funding
The deadline for the first set of project proposals is May 29.
Read More
Multimaterial 3D Printing with Conventional Powder Metallurgy
Unbound sand serves as temporary, reusable molds for metal powders in Grid Logic’s 3D printing process.
Read More
Stratasys and Desktop Metal to Combine in Approximately $1.8 Billion All-Stock Transaction
Merger looks to deliver industrial polymer, metal, sand and ceramic solutions from design to mass production.
Read More
Desktop Metal’s Robotic Additive Manufacturing System for Sand Printing
The ExOne S-Max Flex system use single-pass jetting technology to deliver 3D printing at high speeds for low-cost parts.
Read MoreRead Next

Casting With Complexity: How Casting Plus 3D Printing Combine the Strengths of Both
Aristo Cast is advancing a mode of part production in which casting makes the part, but 3D printing enables the geometry.
Read More
Commercializing Sand 3D Printing in the New Tech Belt
Youngstown-area Humtown Products supplies both conventional and 3D printed sand cores and molds to foundries around the world. But sand tools for castings may be only the beginning.
Read More
Look Again: This 3D Printed Part Isn't Plastic
This radiator cover is comparable in strength to an injection molded part, and was made at lower cost than 3D printed polymer.
Read More