
For EBM Implant Manufacturer, Growth Is Built into the Plan
Amplify Additive needs to be small today. A close, nimble team can innovate quickly and realize the promise of additive manufacturing for orthopedic implants. Yet the company needs to be bigger soon, because success will lead to scalable production.




The challenge of applying additive manufacturing (AM) to medical implant production can be summarized in two sentences: In order to bring a new 3D printed implant design into production, it helps for the company to be small and new. But in order to carry out full-scale production of an implant that has won widespread adoption, it helps for the company to be established and big. AM is a natural fit for implant production, a point few would argue. But the medical sector is nevertheless waiting to see how the application of AM for implants will bridge the distance between small newness and established bigness.

Amplify Additive today has three GE Arcam electron beam melting (EBM) machines in its Maine facility, but the facility is ready for seven more. Seen here: founder Brian McLaughlin (left) and senior AM applications engineer Jonathan Buckley.
Amplify Additive is a contender here. (Editor’s note: The company has since become Arch Additive.) The six-employee startup founded in 2018 in Scarborough, Maine, focuses on AM via electron beam melting (EBM) for the orthopedic implant industry. President, CEO and founder Brian McLaughlin recognizes that being ready to scale will be key to the success of his business — and there is a lot that goes into that readiness.
Featured Content



The Challenge of Scale
First, the benefit of being new and small: Amplify Additive has nothing to focus on except additive manufacturing for orthopedics. 46-year-old McLaughlin notes, “I’ve spent my career in orthopedics,” including positions of engineering and business development, as well as time helping to lead another company providing EBM service. Other team members have been chosen for similar career expertise — either orthopedics or additive. (Indeed, senior AM applications engineer Jonathan Buckley was a trainer on EBM machines for Arcam, the developer of the technology and now part of GE Additive.) Established and successful manufacturers simply do not have this luxury of focus, because the success of established product lines and the needs of established manufacturing operations shape the structure and attention of the company. Additive manufacturing is a department within such a company, meaning it has to live and move within the boundaries of a system poorly suited to the possibilities of AM.

The classic EBM part. Acetabular cups for hip replacement are an excellent use case for electron beam melting, because the roughness left by the process is no problem (in fact it helps the implant) and the freedom from support structures means these parts can be stacked to fill the build volume. The cups seen here are as-printed, not yet machined. One of Amplify's Q10+ EBM machines can produce 54 cups per build.
In AM, for example, the space for geometric design innovation is vast, while the distinction between design, development and production is fuzzy at every step. As Amplify VP of business development Ryan Haynes is quick to point out, in additive, “the prototype is the product.” Amplify has lately been developing implants with different geometries of surface detail for contact with different types of bone. A single implant can benefit from a level of surface roughness engineered for a tight fit where it contacts cortical bone plus trabecular lattice geometry on a different part of the surface where bone in-growth is expected. These precisely controlled differences in surface geometry are unthinkable on a conventional implant where surface roughness comes from thermal spray, but easy to achieve in EBM — so easy that an idea today for a geometric innovation such as this can be printed to obtain a prototype tomorrow, and the next iteration of the prototype the day after that, until the point when the prototype simply becomes the production part — since final production will be performed through same process and likely on the same machine.
This type of workflow is so operationally different from conventional manufacturing that it is in effect culturally different as well. Conventional manufacturing separates design engineers and manufacturing engineers, while AM breaks down this distinction. In fact, the manufacturing capacity in this case offers such design freedom that it is the design tools that impose a constraint. McLaughlin says two different software systems produce the two different surface geometries, because the company has found Autodesk software better for cortical surface geometry and nTopology better for trabecular. All of this illustrates a level of integration of disciplines and breadth of innovation possibility that would be difficult to carry out in a department still shaped by a larger company’s culture.
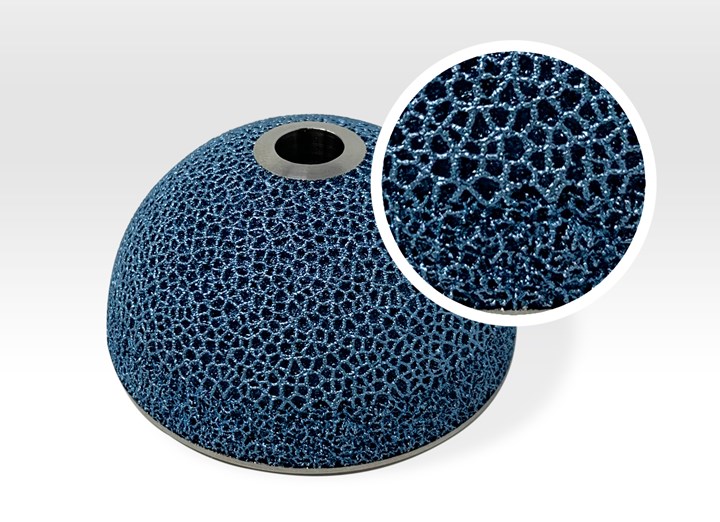
Among the design features Amplify works with its customers to advance is dual surface geometries in the same implant. This acetabular cup features one geometry suited to cortical bone, and another, trabecular geometry where bone in-growth is encouraged.
And yet, the larger companies are successful for a reason. They can produce. They can support success at market scale. Can Amplify?
The company is about to find out. To date, its work for customers has been development-related — designing and prototyping new implants with various customers, for various parts of the body. Internal evaluation of both the form and material properties of an additive implant, followed by FDA review of the same, is a long-enough process that just this stage represents a meaningful phase of a customer project. But those customer projects will soon start to become products. One of them, likely the first to cross this line for the company, is nearly there. In the medical device industry, speed to market is such a concern that companies routinely start production before FDA approval just to be ready to sell when the approval comes. That has now happened with one Amplify customer’s implant invention. To protect the secrecy around a new product, I won’t mention the customer or even the body part involved, but it is an implant that takes advantage of combining both cortical and trabecular geometry, and does so in a way that significantly reduces the amount of bone the surgeon has to cut to fit the implant. For this implant, now submitted to the FDA for approval, Amplify won an initial production order of 300 pieces, which, after nesting many parts within each build, represents about 300 hours of production to be divided across the company’s current three EBM machines. That’s manageable.

Not only does additive manufacturing permit a small footprint, McLaughlin believes it should have a small footprint. Running the EBM machines in a small room makes it easier to maintain not only temperature control, but also humidity control, which important for the life and performance of the powder.
But FDA approval comes, then the next step in Amplify’s scaling up will need to happen. The full production demand for this new implant — just one orthopedic product going to market — could fill the majority of the available capacity on these machines.
McLaughlin says customers are sometimes surprised by the level of attention with which Amplify asks them about their projections, about their analysis and forecast of market demand for their products, but the potential need to scale is the reason for this, he says. Buying a new EBM machine, from placing the order through installation and validation, could require five months. Then there is hiring and training, the most important and challenging part of growth. McLaughlin watches his customers’ anticipation of their own needs, because he needs to be ever mindful of when and how quickly the company might need to grow.
The Case for Additive (and EBM)
McLaughlin offers some numbers describing the potential opportunity he sees. “There are 600,000 total hip replacements per year in the U.S., and about that many total knee,” he says. The numbers derive from demographics (an aging population) rather than economics, so the business is recession-insensitive. And serving the market by having just the right size in stock for a given patient means implant marketers need to have “about three times as much inventory on the shelf as the market need,” he says. There is good reason for AM to be the process of choice to make this inventory, and in many cases for electron beam melting to be that AM process.

The evolution of implants. At left, a traditional knee implant, cast in cobalt chrome and machined. In the middle, the implant made in cobalt chrome via EBM. After this step, only polishing is needed, so the lead time is much faster than casting and machining. At right, an exploration of the full possibilities of AM. Instead of cobalt chrome, the part was 3D printed in titanium and coated with titanium nitride to give it surface wear resistance comparable to cobalt chrome with 100 g less mass. Also, a trabecular lattice was added to facilitate adhesion to the natural bone. AM is an aid to design an functionality every bit as much as it is an aid to production.
Why? The geometric possibilities mentioned are part of the reason — better patient outcomes because of better functionality through better interaction with natural bone. Simplicity of manufacturing leading to shorter lead time is another reason. Traditional orthopedic implant manufacturing involves casting or forging followed by machining and thermal spray. In the AM workflow, almost all of the value is realized in a single additive build. Postprocessing steps are needed, most notably machining, but the machining requirements are far less than in conventional production, and Amplify is able to build aids to complement and simplify this machining (see companion article).
But McLaughlin does not see conventional manufacturing alone as the competition. Amplify also pursues business by seeking to convert some implants made additively today from laser powder bed fusion (LPBF) to EBM. The two processes have different strengths, but EBM, which fewer companies are able to provide, offers meaningful advantages with some implant types. The higher temperature of electron beam melting reduces or eliminates the need for stress relief, and the ability to nest parts vertically inside an EBM work volume, without the need for support structures, can fill the build space to dramatically increase productivity over LPBF.
Even so, EBM capacity is the constraint on Amplify’s ability to deliver on its promise as an additive manufacturer — the constraint it has known all along it would need to be able to nimbly adjust. According to McLaughlin, this begins with the building. Or, no, even before that, it begins with the location. One of the most basic needs of AM is reliable power.
Power and Potential
Geographically, AM can happen anywhere — at least a 3D printing process such as EBM. The process is quiet, compact, self-contained. McLaughlin worked much of his career in heavy-industrial locations. To found his own business, he moved back near his original home in Maine.

Power availability and reliability were important considerations in choosing the site. The facility is wired and ready for additional machines.
But in terms of infrastructure, metal AM and particularly electron beam meltinghas important needs. “Reliable power is a must,” McLaughlin says; an area with reliable electrical service was one of the chief requirements when he was scouting locations. The reason relates to the length and even the continuousness of an EBM cycle. Other processes have long cycle times, but in a machining cycle, for instance, the power cutting out would just mean the tool pauses. In EBM, in which a power outage would cause a mid-cycle temperature drop, among other effects, the power cutting out would change the build and leave no way to restart, meaning the entire build and valuable productive capacity would be lost.
Finding the municipal location providing this power, he chose a building with far more space than the company needs — for now. The company’s current resources include three machines, yet the building is outfitted with space and connection for 10.
And that, too, will not be enough. The five-year plan for Amplify envisions 20 machines and 22 employees — obviously necessitating either an expansion or a separate location.

McLaughlin has to stay in close contact with his customers, because their projections of demand will directly determine Amplify's capacity growth. Because of the lead time to install and qualify a new machine, he aims to initiate a machine purchase every time the company reaches 75% capacity utilization. (What is the block in front of him? Tooling for machining made via EDM. Read the companion article.)
And even that will not be enough. Six hundred thousand surgeries times multiple implant types times three for sufficient stocking means millions of implants per year that all might, in theory, be made additively. Amplify can’t do this — other AM orthopedic manufacturers will grow to fill the need and new manufacturers will come in. But Amplify will certainly fight to win its share of the work, and therein lies the challenge. Can this company — and other AM specialists like it that are moving quickly and helping to invent new products and processes within this space — can this company that is succeeding with 3D printing today because it is so small transform to support a different kind of success once the realization of the promise of AM requires it to be big?
Full-scale production lends itself to companies that are big and established. “Big” will look different with AM, because the personnel needs of production are less. But even so, success will demand scale. In what other ways will the established implant manufacturers of the future look different, when AM becomes the established production technology? This is something the medical industry, and manufacturing in general, is watching to find out.







Related Content

How to Build 10,000+ Shot Molds in Hours
Rapid tooling isn’t so rapid when it takes days to 3D print a metal mold, and then you still must machine it to reach the necessary tolerances. With Nexa3D’s polymer process you can print a mold in hours that is prototype or production ready and can last for more than 10,000 shots.
Read More
New Zeda Additive Manufacturing Factory in Ohio Will Serve Medical, Military and Aerospace Production
Site providing laser powder bed fusion as well as machining and other postprocessing will open in late 2023, and will employ over 100. Chief technology officer Greg Morris sees economic and personnel advantages of serving different markets from a single AM facility.
Read More
How Norsk Titanium Is Scaling Up AM Production — and Employment — in New York State
New opportunities for part production via the company’s forging-like additive process are coming from the aerospace industry as well as a different sector, the semiconductor industry.
Read More
Understanding HP's Metal Jet: Beyond Part Geometry, Now It's About Modularity, Automation and Scale
Since introducing its metal binder jetting platform at IMTS in 2018, HP has made significant strides to commercialize the technology as a serial production solution. We got an early preview of the just-announced Metal Jet S100.
Read MoreRead Next

Video: What Is Electron Beam Melting (EBM)?
Electron beam melting is the higher-energy metal 3D printing process offering advantages when it comes to productivity and thermal stresses. Here is an introduction to EBM.
Read More
Bioceramics for Bone Replacement: The Cool Parts Show #18
A mandibular cage made up of two different bioresorbable ceramics points to the future of bone graft and reconstructive surgeries in this episode of The Cool Parts Show.
Read More
10 Years Producing Hip Implants Through AM
There is already heritage in additive manufacturing. AM is taken seriously today in part because early users such as Lima Corporate have proven it.
Read More