

.jpg;width=70;height=70;mode=crop;format=webp)



Formnext 2023 (the annual trade show for additive manufacturing held in Frankfurt, Germany) featured more than 800 exhibitors covering the entire AM value chain. In this episode of the AM Radio podcast, Pete Zelinski and I discuss what we discovered and learned at this year’s show, including the rise of copper, the introduction of new processes for 3D printing in metals, equipment upgrades that don’t rely on hardware, reduced barriers to entry for AM, applications, and much more.
Transcript
Peter Zelinski 00:05



Formnext 2023 in Frankfurt, Germany was an important event for the advance of additive manufacturing technology. We saw the arrival of new additive processes and significant improvements for the hardware and systems of delivering existing processes. Stephanie Hendrixson and I were both at the show, we're going to talk out, trying to make sense of everything we saw and experienced at Formnext 2023. That's on this episode of AM Radio.
Fiona Lawler 00:46
This episode of AM Radio is brought to you by The BuildUp, a twice weekly newsletter from Additive Manufacturing Media featuring short articles on the latest applications in AM that you won't find anywhere else. Find the URL in our show notes to sign up and join our growing reader community.
Peter Zelinski 01:06
Welcome to AM Radio, the podcast from Additive Manufacturing Media. I'm Pete Zelinski. I'm joined by Stephanie Hendrixson.
Stephanie Hendrixson
Hi, Pete.
Peter Zelinski
So Stephanie, we had a busy week last week.
Stephanie Hendrixson 01:15
Yeah, so we just returned from Formnext 2023, the biggest trade show in additive manufacturing. We were in Frankfurt, Germany, for almost the whole week and saw all kinds of different things across the four halls of this convention center. Things related to new processes for additive manufacturing, new materials, new applications, as well as a lot of improvements of the machines, the materials, the systems that we’re already aware of.
General Impressions of Formnext 2023
Peter Zelinski 01:42
So I thought Formnext this year was a great show. It was active, it was well attended: the Formnext experience I'm used to, of having to fight my way through the aisle sometimes when I'm in a hurry, because there's just lots of people there, lots of interests, lots of activity, lots of technology introductions that were really notable. All that wasn't necessarily assured. Like, it's not the best moment right now; high interest rates are certainly affecting the space. International conflict, unfortunately, is affecting this space, too. So, I wasn't exactly sure what experience of the show we were going to have.
Stephanie Hendrixson 02:17
Yeah, but I think your impression is correct both quantitatively and qualitatively. So in terms of size, this Formnext had 859 exhibitors, there were more than 32,000 attendees, 50% of which were international. So it was a very well attended show. But on a more personal note, like I can tell you that this show felt more like a pre-pandemic Formnext. And I think my perspective is maybe a little bit skewed; longtime listeners of the show might remember that I had to miss Formnext last year. So my last experience of Formnext was 2021, which I think there were only three halls open; it felt like a significantly smaller show. And this felt like a real return to Formnext of years past.
3D Printing and Postprocessing Advances
Peter Zelinski 02:56
But I will say even factoring that personal experience out of it, this felt like a particularly notable version of this show. And the sense of technology advance there was very real this year notable technology introductions that seem important to me. Like after Formnext. Last year, a comment I might have made was that we've settled to a point where the technology advances are more incremental, that there's sort of a stability of where the technology is. I'm going to retreat from that a little bit. I think there are still aspects of, of additive technology, how it's advancing, what the possibilities are, that are kind of opening up again.
Stephanie Hendrixson 03:42
And I have to say, I feel like there were a lot of advances for things that happen after the printing as well. So for a while, I've heard people refer to postprocessing as the dirty little secret of additive because it's this very manual thing, like you walk away from this very automated 3D printer that's producing your part. And then there's, however many hours of depowdering or cleaning or polishing that has to happen afterwards. And so we saw advances for that, like Formlabs launched their Fuse Blast, which is for automated SLS depowdering. But then there were also these other technology advances that were about improving the part after printing. So after the postprocessing steps, so I'm thinking of, for instance, the startup Reinforced 3D, which is feeding continuous carbon fiber and resin through parts that can be made through any process, made with any material as a way of offering more reinforcement and also joining parts together. Also, like Horizon Microtechnologies has this really interesting way of coating very, very tiny parts and adding copper to like a photopolymer 3D printed part. Postprocessing, in particular, had a decent footprint and there were some interesting things to see and advances to note there as well.
Robots
Peter Zelinski 04:48
I feel like that's a really good pickup, like the dirty little secret isn't dirty and isn't a secret anymore. And you gave some specific examples in there. Here's another observation I want to make that I actually don't want to give specific examples because it felt so pervasive to me. But it's the observation that 3D printing and robots just naturally go together. Among other things, a robot is a very natural platform for material deposition. I feel like that was all over the show, lots of robots doing the work of building parts that maybe a more enclosed machine might have done in the past.

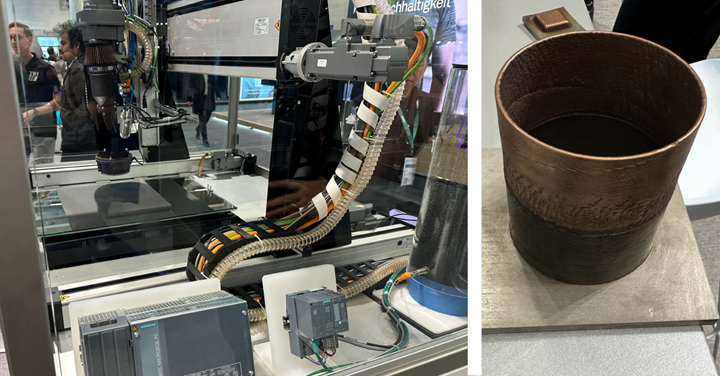
This year's show seemed to mark the arrival of robots as a solution for large-format additive manufacturing. Some companies (like CEAD, one of the exhibitors seen here) have long exhibiting robot LFAM solutions. But robots for large-part 3D printing were visibly more numerous this year.
Sustainability
Stephanie Hendrixson 05:26
Yeah, and I think we'll get into that later in this conversation. Another big thing that I noticed was that the talk of sustainability was way up at the show. And not just sustainability in terms of hypotheticals like, okay, additive can do lightweighting. And it can make airplanes use less fuel and like all of that. There were some really concrete conversations that I had about sustainability, mostly like the additive manufacturing space and being very self reflective and looking at its own processes and looking in particular at its own materials, and how they're being created. And I had at least three or four conversations with various companies that manufacture materials, talking about how they are producing powders using renewable energy, they're using recycled content, they're setting standards for these things. And they're doing studies to back those things up. So it was a good show, as far as real concrete steps forward in terms of more sustainable materials.
Peter Zelinski 06:19
I think sustainability and achieving more concretely defined sustainability, deliverables is part of that long term promise of additive manufacturing that, that we're walking out and we're seeing unfold. Like, I guess one more general observation, and then let's like get into more specific things, but all of these things we’re mentioning are positives. Like let's talk about a challenge that hung over the show as well.
Impact of Interest Rates
I hinted at interest rates, for example, additive manufacturing, it is an emerging technology, a disruptive technology, it inherently relies on investment for the long term. And as investment dollars get more costly, that poses a challenge in developments we could see. And also in a lot of private conversations we had, we saw the ways that companies are responding to this. I'm not sure this conversation is the place for it, but the leader of one very prominent maker of additive equipment had what I consider to be a very candid conversation with me about the ways their company is reorienting for long-term success, given the changing climate he's seen, I feel like one of the notable pivots of Formnext 2023, the arrival of additive manufacturing, it's a marathon, it's not a sprint. And I feel like maybe we have ended the initial burst run part of additive’s advance. And we're in the distance part of the run now. And we've started the distance part of the run. And I see additive is established, it is succeeding and companies are established in this, in this space. But now some of them are, many of them are reorienting for what the long arc of the advance of this technology is going to be.
Stephanie Hendrixson 08:13
Yeah, I would agree. I think there are some pivots happening for sure.
Peter Zelinski 08:17
All right, we saw a lot. And we talked to a lot of people. And we're actually, you and I, Stephanie, are going to be covering this show for months to come because some of what we saw there is just going to be seeds for future reporting. We're going to do, so we can't possibly cover everything in this conversation, but still, let's get into some specifics and share some of the exciting things we saw.
Machine Improvements That Don’t Rely on Hardware
Here's one I want to start with a significant machine and technology improvement that involves absolutely zero change to the hardware of the machine. Renishaw debuted this technology they call Tempus. Renishaw, maker of laser powder bed fusion machines. And their Tempus system is simply a change to the control algorithm, but it's a significant change. To try to explain this — how laser powder bed fusion works, the laser melting the material is one thing and the recoater blade moving is another part of the process and we're used to that sequence, it is dancing laser butter, the toast dancing, laser butter, the toast. And so the Renishaw system allows for dancing laser and butter the toast to happen at the same time. And when you look at this through the window, the visual impression of it is the dancing laser that is melting and fusing the material is happening both in the wake of the recoater blade and ahead of the recoater blade happening at the same time. Another way to conceive of it is that the laser scan is just happening all the time always. It's just that the algorithm in every moment in real time is accounting for the precise position of the recoater blade and just not lasering in that specific region at that moment accounting for that. The person I talked to about this with Renishaw, Chris Dimery, their additive manufacturing sales and marketing manager, he was careful to say, the cycle time impact of this is going to be very geometry dependent. How much laser scan time does your part geometry require? But, if the geometry is such that recoater time and laser scan time are about balanced, then they can be fully shuffled together and the cycle time with no change to the part, no change to the machine could be cut in half. He says the more typical build is something like a 20 to 30% cycle time reduction. This is a technology they're going to bring out officially early next year, they were showing it on what they call their RenAM 500 Q Ultra machine. But again, it's a control algorithm. So there are current Renishaw users with current machines in the field, who will get to benefit from this new control capability when it's pushed out to them. So

Renishaw demonstrated a significant productivity improvement resulting entirely from a control algorithm (no hardware change). Laser paths that account for the position of the recoater allow for melting and recoating to happen together, instead of each step waiting for the other. The company says melting while the recoater arm moves reduces build time frequently by at least 20%, and sometimes by 50%.
Stephanie Hendrixson 11:11
I saw something kind of similar in the sense that it is an advance that can be rolled out to current machine users, I had a meeting at the EOS booth with Sebastian Becker, who's the head of metal systems. And we spend a lot of our conversation talking about Smart Fusion, which is this way of adjusting the laser power inside of the machine automatically in real time to control the melt pool temperature. And so Smart Fusion is actually something that EOS released earlier this year in time for Rapid, but now it is available to any customer with one of their metal 3D printers that is equipped with an optical tomography camera. That's the only piece of hardware that you need for this to work. So if you're using an EOS M 290 or a 400-4, you can very easily just turn on Smart Fusion and kind of start to use this control mechanism. And so some of the benefits of being able to more precisely control the laser power print with more extreme overhangs using fewer supports. So that means you're printing less material, it becomes a more sustainable process. The thing that was really interesting to me was that it allows them to get really, really thin walls. And so they had this cool heat exchanger in their booth for a customer called justairtech. And this is a company that's trying to develop a cooling technology that uses air as a refrigerant. And so they've got this like crazy looking, fractal heat exchanger. And it's a design that's only possible with 3D printing, but the design is actually only achievable with Smart Fusion, because there are walls on this part that are near 100 microns thick, like they're super thin. Sebastian said, you know, just a couple of years ago, this is a part we would not have been able to make, but because of the software advance, now we can do it.
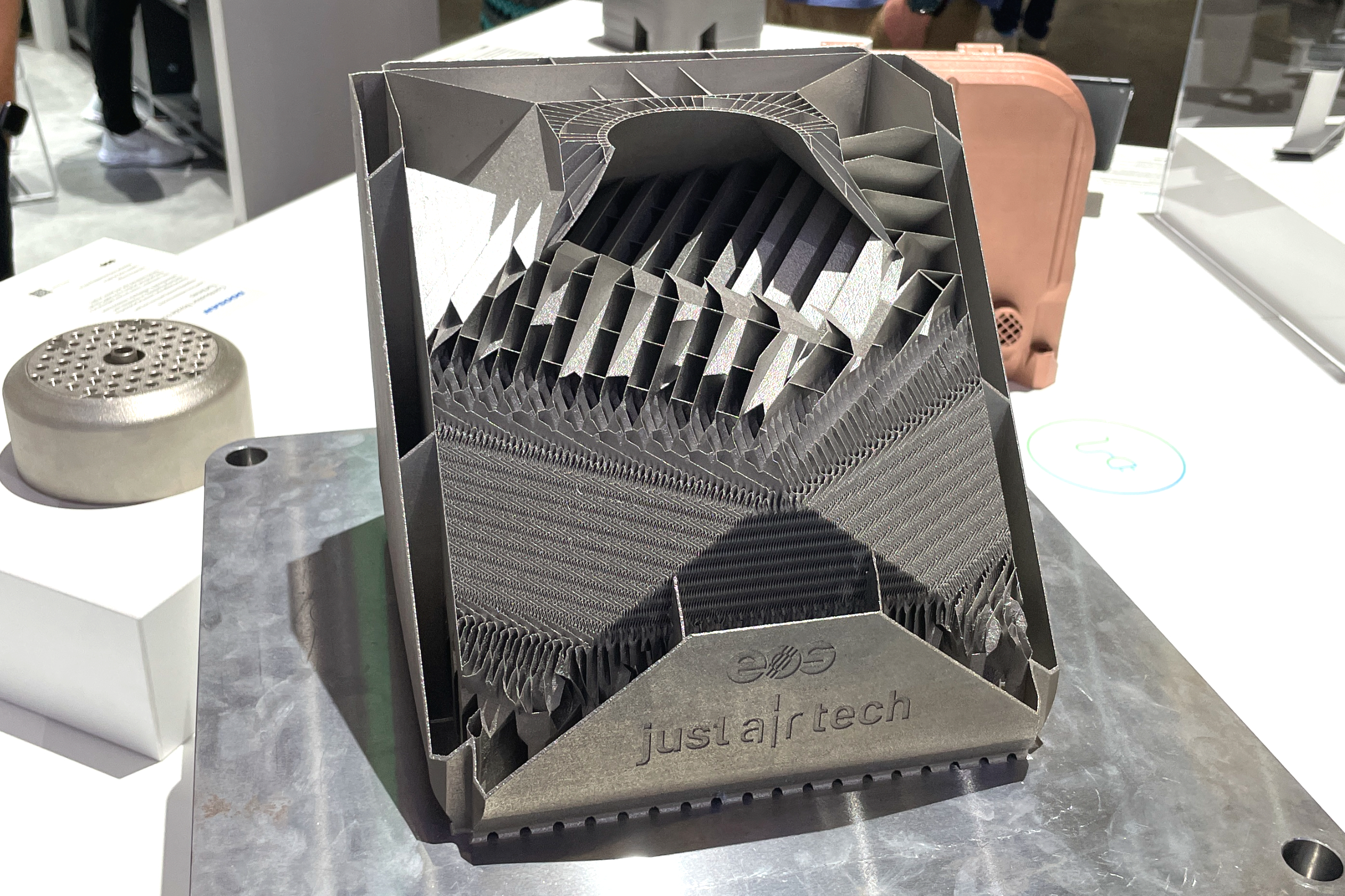
This fractal heat exchanger developed by justairtech takes advantage not only of the geometric design possibilities of additive manufacturing, but also the physical capabilities enabled by EOS’s Smart Fusion technology. Without this meltpool management software, the thin walls of this part would not have been possible to build reliably.
Peter Zelinski 12:51
I think that is amazing. So I do remember seeing Smart Fusion components earlier this year. I should say, by the way, for listeners to the podcast, we're going to put tons of photos into the show description, so look for photos of this, but the geometries that can be built without supports with this technology, and now you're describing this component geometry where never mind geometries that could only be made with additive manufacturing, you're describing a geometry that could only be made with a particular software improvement to additive manufacturing. Like that's very striking to me in terms of just the coiled up potential inside of this technology that's waiting to be released with more innovative thinking about how it's put to use.
Stephanie Hendrixson 13:42
And I also saw another example of that. You mentioned robots earlier in the show and a software company that is really just focused on bringing those sorts of process control improvements for robot based 3D printing. So AI Build is a software company that has developed slicer and tool path generation software that is designed specifically for non-gantry style 3D printers. So robots where you've got multiple axes of motion, conventional slicers are assuming you're printing on a gantry style printer. And so that introduces some some limitations. There, software looks at the material properties of whatever it is that you're printing with. They're looking at the cooling or the curing rate of the material and then they're figuring out how to slice it based on those material properties. And then they're figuring out how to slice it and also what the tool paths should be based on those material properties. So this is software that works with polymer, it works with concrete, it works with metal I believe. And so it's looking at things like Okay, are there overhangs? Are there corners where you need to slow down? Where is the heat gonna build up and do you modify the printer speed in anticipation for that? We spent a few minutes talking about concrete and like concrete needs to be curing at the right rate for adhesion. So you don't want to put a new layer of concrete on too soon, because you'll end up with a wall that slumps. But you don't want to wait too long because the lower layer will cure before you get the next one on. And so their software is kind of looking at all of those different factors and trying to determine the optimal speed, the optimal tool path, how this part should actually be sliced.
Peter Zelinski 15:13
Here's what that makes me think of. Software, Dyndrite, purely a software company. I was speaking with Dyndrite CEO Harshil Goel. The product that Dyndrite was emphasizing at Formnext, LPBF Pro, and it is CAM software for laser powder bed fusion. And he overtly called it that, CAM software. Even wondered in our conversation, like, why do we say build prep? Why do we have that term? This is CAM software, and we should think of it playing that role. One capability he cited as meaningful, his term is volumetric segmentation, which sort of gets at what you were hinting at about slowing down in the corners, looking for regions in that segment of the part by volume and figure out what the different operation and parameter needs are within different volumes of the part. He made the analogy in machining do we use the same speed and feed rate all the way through the entire part? Right, right. And the answer is, of course not. So why aren't we thinking about that more in additive, and we are to some extent, of course we are. But there's again, all of this promise waiting to be unlocked with different software tools that take better advantage of the possibilities of tailoring, how the process works for different regions of the geometry and what those different geometric regions need.
Stephanie Hendrixson 16:49
So yeah, earlier in this conversation, I sort of pointed out like more automated, more sophisticated postprocessing, but actually, I'm starting to appreciate there's a lot more sophistication going into build prep now too, just by virtue of the software tools.
Peter Zelinski 17:02
Here's how Dyndrite sees it. It's not even necessarily just a process performance and efficiency gain. It is a labor gain. Manufacturers everywhere are struggling to find skilled employees, more capable tools for build prep, or programming or CAM or whatever you want to call it, more capable tools, there means more efficient application of knowledge and skills and allowing knowledgeable people to more quickly deploy a larger number of projects. Because the software tools are so sophisticated at like intuitively filling in some of the gaps and realizing the different opportunities that for performance gain that otherwise skilled person would have to implement manually.
New Metal Processes
Stephanie Hendrixson 17:49
Alright, let's move on. I think one of the other big themes that we both saw examples of at this show, we're new metal processes or the arrival of some processes that have sort of been promised that we've been watching for a while. One of which I think is like liquid metal 3D printing.
Peter Zelinski 18:04
So yeah, it wasn't all digital. It was there were real physical changes and improvements of physical additive process, I see various examples of this, you have the liquid metal thing. 3D printing with basically highly controlled dripping of metal for, for lack of a more sophisticated way to describe it at a tech was at Formnext this year with their liquid metal jetting process. And this is the process that was formerly owned by Xerox at a tech has it now, they showed an interesting deployment of it at the show. It is a process with strengths and limitations like every process has. But there's a corollary set of strengths and limitations with laser wire DED. And so Additec was showing a hybrid vertical machining center that was deploying both the liquid metal jetting and the laser DED, the ladder process, hard metals that are otherwise difficult to work with. Whereas the liquid metal jetting more precise, and a way to do some lower melting point metals. And so these two processes together potentially offer a way to either cover a broader gamut of possible metals for 3D printing on one hybrid machine tool or integrate different metal depositions within a common part and a common build.
Stephanie Hendrixson 19:40
Yeah, and so we did a video about that machine, which we will link to in the show notes. And I have to say like, this is a technology, if I'm not mistaken, goes all the way back to a company that was called Vader Technologies. Yeah. And so we've been sort of aware of Have this method of printing for a long time. And I've sort of been, you know, waiting to really see it in action. And now with added tech seems like it's in a position where we're gonna see more adoption, more use of this method of 3D printing. The similar example that I saw was this company called Valcun. They are based in Belgium, and they have a machine out now for what they're calling molten metal deposition. So what I believe the difference between the two technologies would be is in their machine, there's sort of like a centralized crucible, where they're feeding welding wire into it, they're melting a large amount of material at once, and then it's getting deposited within the printer. Reasons To do this, the welding wire material, it's cheap, don't have to think about storage and transportation challenges like you would have with metal powders. They don't need shielding gas. And the fact that they're printing with normal welding wire means that these parts can be welded together, they can be anodized, they can be treated like any other aluminum part, and aluminum is the focus right now. And so the way that we're thinking about this machine is it's not going to replace every other type of aluminum process, for instance, castings or machining. But it offers a way to make the complicated part of a component and then weld other stuff onto it. So they had this example of a hot air manifold that's used in some type of coffee grinding application. And they printed two components that are sort of oddly shaped, they welded them together. And then they just got off the shelf, aluminum flanges and welded those on to. And so it was this really interesting example of just use 3D printing where you need it. And don't worry about trying to replace every possible thing. I was talking to the CEO Jonas Galle for a while, and one of the comments he made was, we're ambitious, but we're not stupid. Like we don't want to replace everything with 3D printing. But we see real value in printing the stuff that's complicated or difficult to get or whatever it happens to be, and then just attach off the shelf stuff that's readily available.
Peter Zelinski 21:50

Valcun’s Minerva 3D printer can create parts with 75-degree overhangs as showcased with this lampshade.
We filmed a video about that process, too. So we'll link to both of these videos, it would be one notable thing about the video we filmed with Valcun. While you were talking just clearly visible in the frame, there is this elaborately faceted metal 3D printed part in the background behind you in the machine. And it's just this like striking visual example of the precision the machine is capable of with this controlled deposition process.
Stephanie Hendrixson 22:17
So I don't know if you noticed this, but if you would have turned a little bit to your right in the booth, they're using it as a lampshade. And it looks really cool with light running through it. But yeah, good illustration of the control and the type of intricacy that's possible.
Peter Zelinski 22:31
That's funny, I didn't notice the lampshade. Another example of this of maybe even a more striking example of this new metal processes kind of arriving or debuting, I feel like Formnext 2023 was the debut or arrival party for cold metal fusion. And this is a process we have been aware of previously. And there was some presence of it and discussion of it at last year's show. Honestly, at last year's Formnext. I believe I encountered the idea for the first time and was kind of getting my head around it but it is kind of a process similar to binder jetting, but applied using selective laser sintering. It was developed by a coalition of different companies. So companies I talked about Cold Metal Fusion with at the show this year, Headmade Materials very involved with this, MIMPlus, Nexa3D was showing various metal parts produced this way. Part of what's proprietary is the the nature and composition of the polymer binder. But basically, the polymer binder is what solidifies bringing metal powder that it's carrying together into a green part that is sintered. So this is another center based process. But the real promise that cold metal fusion brings is the metal particulate. And the binder is all pre mixed and is consistent all the way throughout to whatever proportionality you want. It's not jetted in as part of the process. So a result that that is being seen is green parts that are stronger and can go bigger and can be handled more roughly during processing on the way to sintering. And so there are some different sinter bass additive part possibilities that are coming out of cold metal fusion selective laser sintering for metal parts.

Cold Metal Fusion was discussed at Formnext last year, but applications of the capability were on display throughout the show this year. The new sinter-based metal AM process developed by a group of companies uses selective laser sintering as a means of melting binder to fuse metal powder into a pre-sintered part. This collection of Cold Metal Fusion parts was on display in Nexa3D's booth. The company now uses the process to make the handle for an SLS machine able to apply this capability.
Stephanie Hendrixson 24:33
So I'm glad you had that conversation. I'm glad you had all of those conversations because this is something I went into the show with Cold Metal Fusion on my radar and I never had a chance to actually talk to anybody about it. So I guess just a couple of basic questions. So the idea here is if you're sitting next to 3D customer and you have one of their SLS printers and you've made polymer parts on it. You could use that same machine to make these green metal parts and have them sintered as if they were binder parts almost.
Peter Zelinski 25:03
Yes, you could. And actually Nexa3D was emphasizing that particular aspect of it, they were showing their selective laser sintering machine is designed among other things to ease and facilitate material changeover. So the quick changeover of their machine thanks to cold metal fusion. Now, it's not necessarily just polymer to polymer, but Polymer components, metal components on the same piece of hardware.
Stephanie Hendrixson 25:32
And so as far as what's happening inside the printer, like it's still SLS, it's still sintering. But what's being sintered is like the binding material rather than the metal, right?
Peter Zelinski 25:42
So the answer to that question is in the name, Cold Metal Fusion, it is cold only from the perspective of the metal, there's no phase change for the metal, there certainly is phase change for the polymer. So that is the binder that pulls the metal powder together into a green part that will like other sensor-based processes will hold the form of the component long enough to be finalized solidified in sintering,
Stephanie Hendrixson 26:11
It seems like we're getting to a place where metals are getting more and more accessible. And you might be able to use the printer that you already have. So kind of another advance that's coming without brand new hardware.
Peter Zelinski 26:21
Yeah, and achieving these outcomes does involve adding sintering to the process, and that's not inconsiderable. But once you allow for that heating step, as part of completing the part, it opens up all these windows of possibility for how metal parts might be made. To your point, yeah, including a lot of cases on platforms that already exist.
The Rise of Copper
Stephanie Hendrixson 26:46
So I want to pivot from there and talk about at least one of the materials that seemed to be on the rise throughout this show. And that is copper, I had a conversation with 6K Additive, they produce various types of metal powder through this process that they call Unimelt. And basically what they do is they sort of grind the powder or they source it, it has to be the right size. And then they put it through the unit melt process to make it round to the sphere dies it, I was speaking with Frank Roberts, who's the president of 6K Additive. And he was just saying there's been this explosion in demand for copper and copper alloys. It's heat exchangers, its conductivity. It's all of these different sort of like thermal transfer type applications are just hugely on the rise. And this material is really in demand. And so one of the news announcements from 6K Additive that came during the show is that they're going to be partnering with this other company called Metal Powder Works specifically to get that Angular powder that they need in copper and copper alloys. And Metal Powder Works is a company co founded by John Barnes that produces powder like this by basically, it's like a really precisely controlled laser, you can put just standard barstock in this machine, and they will just slowly chip away at the solid material and give you powder particles that are suitable for additive manufacturing. And for some processes. Like for instance cold spray, you can use it right off the machine. But for others like laser powder bed fusion, you'd probably want to run it through something like the Unimelt process to spheroidize at first. And so these two companies are partnering together. This is another sustainability thing here. Both of these processes are extremely high yield for hardware production, you can turn almost all of your piece of barstock into powder and then you can securitize almost all of that angular powder using the the 6K process. And so this is just indicative, I think of this rise in copper and suppliers are now thinking more about how they're going to source this material and produce it and distribute it.
Peter Zelinski 28:40
I want to talk about this because copper is this distinctive metal that has followed this story arc and additive over the course of a fairly small number of years. It wasn't that long ago that copper was effectively this unprintable material, it was a metal, everybody wanted parts in couldn't be made additively so it came off feeling like like mithril or kryptonite or, or name your fictional nerd metal, adamantium. Like it felt like this special metal everybody wanted and couldn't get. The 3D print ability of copper is a problem that has been solved. It is like so much else in additive, the seemingly insurmountable obstacles get surmounted and then there came a point where it was practically the opposite at a show like Formnext. Everybody's showing their copper parts. Yes, various processes were improved or advanced to the point where copper was very accessible. So we see examples of 3D printed copper everywhere, but the thing is, the solid copper part also isn't super useful. Copper has great properties in terms of thermal conductivity in terms of electrical conductivity, it is a relatively soft metal, copper in the real world in real life gets used in combination with other materials that help form the structure around it. That's what we we’re seeing a lot of at Formnext. This year, this was the show. Yes, we can 3D print copper. But now we're seeing lots of different options and deployments for 3D printing copper along with other materials to fill in the rest of what copper needs in order to perform its function. Well, even example of that, one that comes right to mind Lithoz as we know them for 3D printing in ceramic, and they were showing a multimaterial platform now of making a single solid part that can precisely combine ceramic and copper. I was speaking to Johannes Homa about this, he's the CEO of Lithoz. And he was describing it's kind of funny, but he was talking about, Yeah, when, when the idea for this machine first came up, he said he had two thoughts about it, one, it'll never work. And two, if it works, it'll never find an application. And he said totally wrong about both of that they have a system that works very effectively and reliably. And they're seeing a lot of demand for it. So a ceramic part that has strategic copper throughout it precisely placed is this wonderfully sturdy electronics component, for example, that that is a very real possibility that becomes possible to achieve the platform that's doing this, they call it their Sarah fab multi machine. And it is a vat polymerization process that uses to vats, and to watch this machine operate. The part is suspended from the build platform, the build platform is above it, we've seen DLP machines with this orientation. And that platform is essentially carrying incomplete 3D printed parts back and forth between the two different vats, building with ceramic building with copper in in layers, as they're needed within each layer. So that again, a it is not an assembly of ceramic and copper, it becomes a unified single piece that has copper within the ceramic component exactly where you want it.
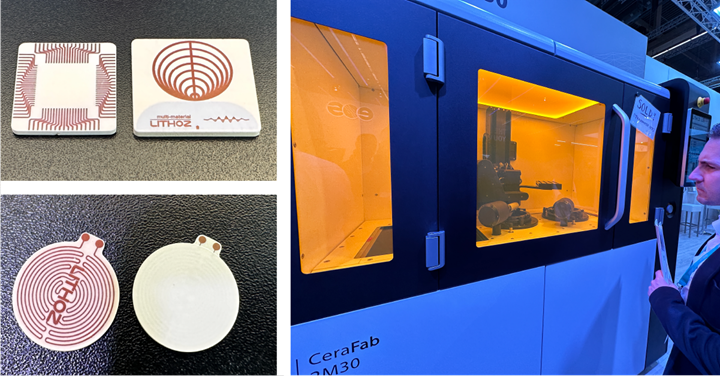
For mutli-material builds involving ceramic, Lithoz has introduced a multi-vat lithography process that moves incomplete parts back and forth between two materials. Solid ceramic parts incorporating copper represent one of the possibilities.
Stephanie Hendrixson 32:25
So that's super exciting, like sequential 3D printing with DLP. They're doing it to combine ceramic and copper right now. But you can imagine, like all the other types of materials that you might be able to build one cohesive part with using a similar technique.
Peter Zelinski 32:41
Oh, Lithoz is already doing that. And so we're talking about copper. But there are other applications of this to that process like a super interesting one. Porous ceramic and nonporous ceramic, get the porosity exactly where you want to create, for example, a ceramic component can handle very high temperature, but it lets the gas out and flow through it exactly where you want it to. So gas flow regulation sensors in in very high demand, like engine type applications. This is a component that is now much easier to manufacture and has a lot more design possibilities, thanks to a process like this.
Stephanie Hendrixson 33:26
Very cool. I want to take us back to copper real fast, though, because I saw another example of getting copper not into parts, but onto parts. I teased this a little bit earlier in the show, but one of the companies I met with was Horizon Microtechnologies. They are a service bureau based in Germany, for this proprietary technology that they have created. And it's a way of coating parts with copper, very, very thin layers, like one to two microns, and they were exhibiting this in the Boston Micro Fabrication, BMF, booth, which we know BMF for making 3D printers that can do micro 3D printing really tiny DLP parts. So it's a really natural fit with Horizon Microtechnologies and what they're able to do. And so they were showcasing all of these examples of really tiny 3D printed parts that had been coated with copper for various reasons.
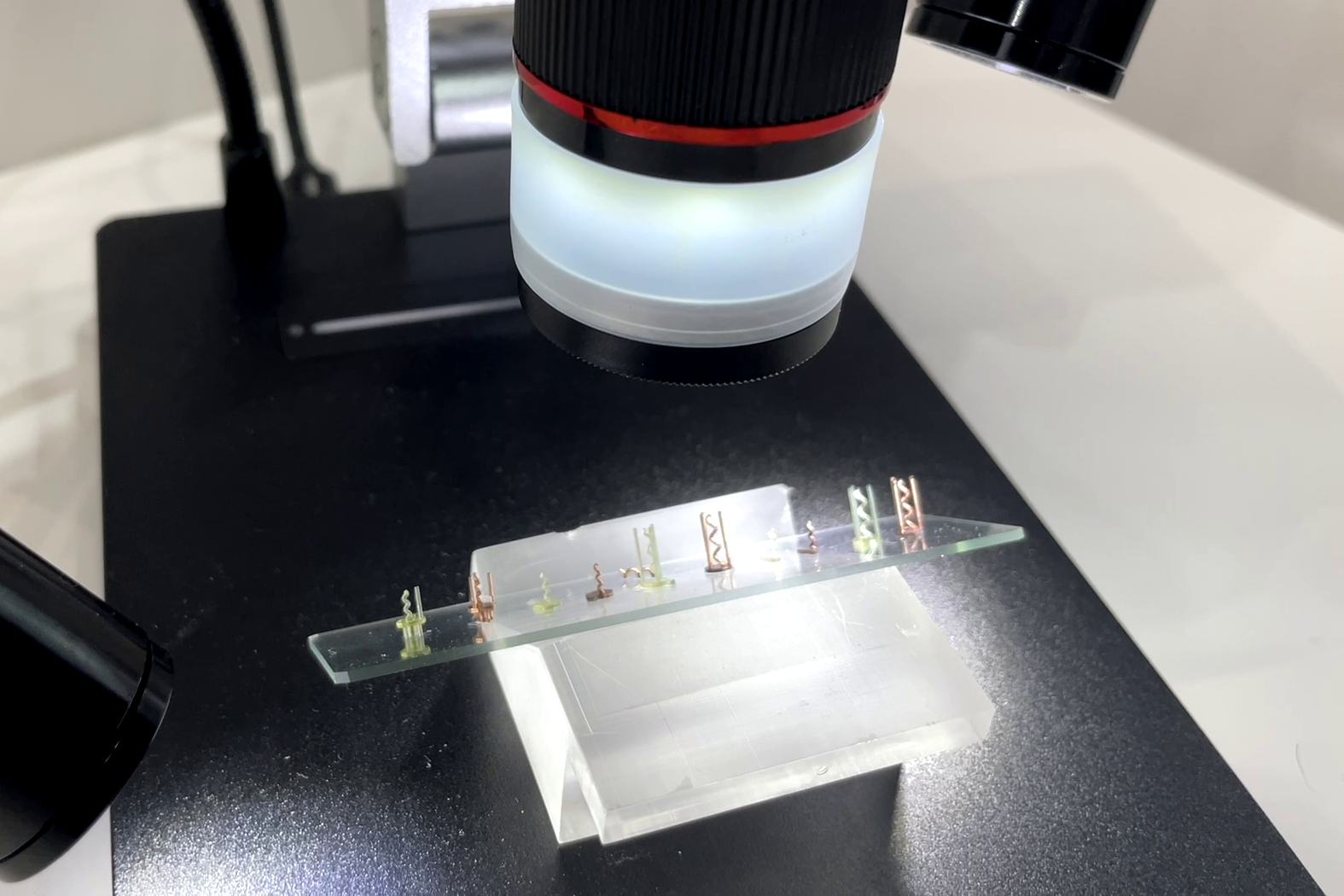
Horizon Microtechnologies showcased tiny parts made on Boston Micro Fabrication printers that it coated with copper using a proprietary process. These helical resonators are representative of parts that would be used to control energy moving through an antenna.
So one of the parts that I saw, looking at these under a microscope, by the way, was a helical resonator and like these are little parts that would be used in antenna applications to kind of tailor how the antenna is emitting energy, really little like spiral part with maybe a micron of copper on it. But they also had other examples like this little electrical socket where they applied copper just selectively to particular parts of it to provide conductivity. So I don't know a lot about how the process works. They didn't want to share a lot of details. It's proprietary. We run into that sort of thing all the time. But it was really interesting that copper is not just compelling for building parts or for even building particular features of parts. But we're now also seeing it get integrated into 3D printed parts with with postprocess steps as well.
Peter Zelinski 35:07
Copper on to the part, one more thing that that makes me think of is Siemens does a lot of great work in and around additive. They're an interesting company in this space, they offer zero additive machines, but they have lots of ideas and technology around deployment of additive equipment. And I saw for example, they've got some great technology that they showed related to the sophistication of programming of robots for deposition. And but one of the things they showed was this, this fairly simple workpiece and it was this 3D printed cylinder in Inconel, except it was in Inconel only part of the way and then copper for the rest of it, it is this DED directed energy deposition cylinder that was halfing canal and half copper, and how to ensure a precise part in a multi material application like that when the two metals are so dissimilar, it is a fairly challenging thermodynamic problem, you could simulate this to try to get the parameters right, the simulation is very difficult. You need just the right temperature for the bonding between Inconel and copper. But that 3D printed existing structure of the part is effecting heat transfer according to its own temperature at that moment, according to its own geometry, Siemens' solution to this is simulate it, you're not going to get it perfect the first time, you potentially can get the perfect the second time, because they are providing ways to integrate temperature sensing into existing additive machines. So monitor the complete thermal profile of what you're building and discover where are the moments and the spots where you're getting temperature behavior that is different than what your model anticipates. Correct, just for those precise locations. And then you've got your process and then build use temperature sensing as the final bridge from your model, which is pretty close to the reality you have to get to in applying copper in the ways or applying other dissimilar metals in the way we're describing.
Siemens offers no AM platforms of its own, but develops systems for using and deploying others' AM platforms more effectively. One idea it was showing involved the promise of incorporating process measurement such as temperature sensing to additive machines. Monitoring the temperature profile of the build was key to success with this DED application involving printing a cylinder combining Inconel and copper (two materials with very different melt points and thermal conductivity) in the same build cycle.
Stephanie Hendrixson 37:24
Yeah, so I sort of keyed in on the Lithoz, like the hardware advance here. But we're back at software. This is another way of improving your 3D printing was something that doesn't necessarily involve hardware at all.
Peter Zelinski 37:35
Isn't that cool? That's manufacturing, the equipment exists that can do the job. Now let's figure out all the clever tweaks we need to do to get the most efficiency out of it.
Stephanie Hendrixson 37:45
All right, we've got lots more to talk about. I think we should take a break. We'll be back right after this.
Fiona Lawler 37:54
This episode of AM Radio is brought to you by the BuildUp. If you liked the podcast, but want more frequent updates on what's happening in additive manufacturing, sign up for the BuildUp using the link in today's show notes twice a week, you'll get short original articles on the latest applications and am delivered right to your inbox. Every issue includes insights from our most recent reporting links to useful resources, and the latest news and interesting things happening in the world about it. Stay informed about AM's advance into production, visit the link in our show notes to sign up and join the reader community today.
Lowering the Barriers to Entry
Peter Zelinski 38:34
Alright, we're back. We're talking about Formnext 2023.
Stephanie Hendrixson 38:36
So here's another theme that I want to talk about. And this manifested in multiple different ways across the show. But it felt like overall, technology providers are thinking about ways of lowering the barriers to entry, like providing these on ramps to additive manufacturing. And that has involved maybe a little bit of strategy, rethinking. So the conversation that comes right to mind, I met with Evolve Additive Solutions, Jeff Hanson and Cheryl Hillman. And Evolve is this company that has been around, we've been reporting on them for multiple years now. And they have this platform for polymer parts, using the same materials that you can injection mold, the same ABS material, and it's a process called STEP, Selective Thermographic Electrophotographic Process. We've got videos, we've got coverage of this elsewhere. But for a long time, the company was really focused on selling these machines like getting these machines to users, getting them to like contract manufacturer type companies, and trying to just push the hardware out into the market. And what they found in exhibiting at Formnext and exhibiting at shows like this for years is that people come to their booth, they're attracted by the parts, they pick up the parts they admire, the surface finish and the material and all that stuff. And then their next question is not where can I buy a machine? It's where can I get these parts? And so they've realized that in order to actually get more of the machines into the marketplace, they have to just make the parts more accessible. And so that has involved pivots in various aspects of the business. But the news that was relevant this last week at Formnext, was STEP Parts Now. This is an e-commerce portal that they have just launched, where you can quote and order parts made with the STEP technology. And they're seeing this as a way to kind of answer that demand, people just wanting to buy those parts. But they're also seeing this as a way to then increase the demand for the machines. So there's a way that like service bureaus can use this to quote parts and supply them to customers using the STEP process, and then if they find that there is enough demand among their customer base for these types of parts, then they can look at adopting the machine themselves.
Peter Zelinski 40:45

There were various examples to be seen of companies building on-ramps or starter systems for AM. Nano Dimension’s Giga machine is meant to offer an entry to 3D printing of parts with microscopic features for electronics and other applications. A build volume smaller than 1 cubic inch provides plenty of room for producing tiny parts. Processes proven here can be scaled up to the company's existing, larger Tera machine.
I guess this connects to some things that I saw, technology introduction in the form of providing future users with a place to begin. Both of my examples that come to mind are also polymer 3D printer makers. So one is Nano Dimension. So they make technology for 3D printing tiny, tiny, tiny parts, microscopic parts. They introduced their Giga machine. Giga sounds big, but it's actually small compared to their existing Tera machine. Okay. And so it is this little machine for making little parts, it is an opportunity to get used to microscopic size 3D printing. This statement I heard a member of the Nano Dimension team make is, it is very hard to jump from centimeter to micron scale. You have to figure out how to make that jump, there are practical aspects to it. The parts are like specs. So how do you hold them? How do you remove them from the build plate? So this machine, their Giga machine they introduced, it is this small, small machine, but it's big relative to the size of their parts, it's got a build volume of, well, there are actually two sizes of it. But the bigger of the Giga machine has a build volume of just 12 by 18 by 45 millimeters. So that's like half an inch by three quarter inch by inch and three quarter like that size. But it is the system that allows a beginning user to get in, learn and then scale up the process to their Tera machine, which is more like a production scale micro part making system.
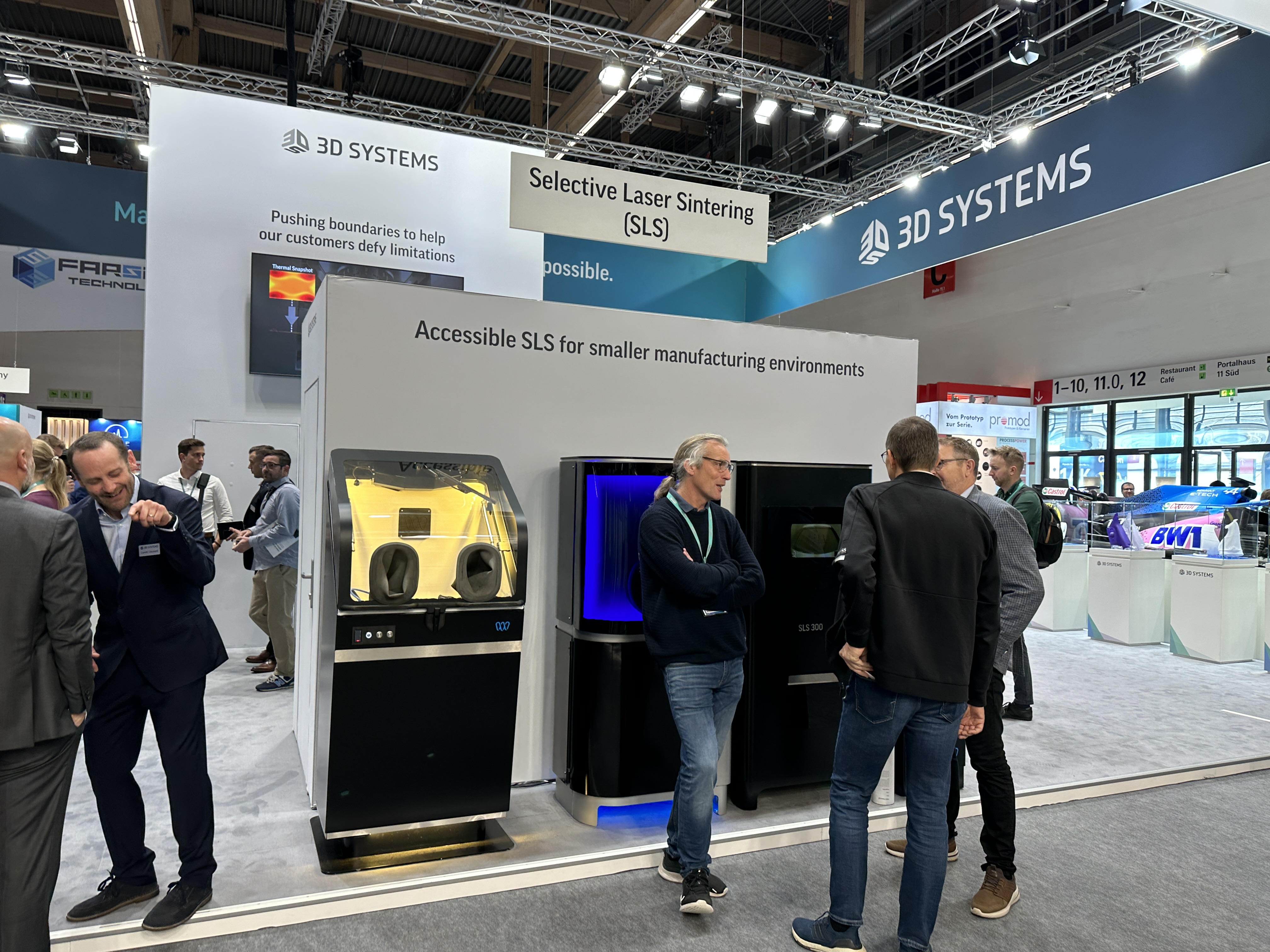
Can selective laser sintering capacity and knowledge be spread through an organization in the same way desktop 3D printers allow FFF capability to spread? 3D Systems' new SLS 300 machine is office friendly and fits through a standard doorway. The machine is seen at far right with a powder recycling unit (middle) and depowdering station. (That people are blocking the machine in this photo emphasizes how thin the machine is.)
Another example of this, 3D Systems not long ago acquired WeMatter, Swedish SLS technology provider. And 3D Systems as a result of that acquisition was was showing at Formnext this office-sized SLS machine, selective laser sintering. It's got just a 300-millimeter cube. The idea is the 3D printing processes, if you want 3D printing capability, knowledge and access to be diffused throughout your organization, we see a lot of this, but it almost always takes the form of FFF, like that is the natural system to send out throughout your organization. Could selective laser sintering be like that as well? So this was an office size machine, it can go through an office door. But again, it is a way for the organization to be thinking about SLS and for potential stakeholders to start developing, design parts, making parts, conceptualizing skills related to this process.
Stephanie Hendrixson 43:32
So two things that that makes me think of. So one, smaller scale, more accessible SLS, Formlabs is thinking about that, too. We know them more as an SLA equipment provider, but they now have entered into providing SLS equipment as well. At the show, they were showing the Fuse Blast, which is sort of the latest addition to their ecosystem. It's for automated depowdering. Actually platform agnostic, so you could be using any other SLS system and put your parts into this tumbler for automated depowdering. The way it was described to me like you might be spending three to six hours manually depowdering parts from an SLS process. And with this platform, you push a couple of buttons, you walk away for 10 minutes and your parts are ready to go. And so this is SLS not quite at the scaled down version that I think you maybe saw with WeMatter, but it is a smaller system. It is a more affordable, more accessible system. So that's another on ramp type of technology.
But the second thing that I saw that is sort of in this same vein was from Freemelt. So Freemelt was originally an Arcam spin off. Arcam provided electron beam melting equipment. They were acquired by GE Additive and so Freemelt spun off and approached EBM from sort of a different perspective. They have a machine that is mostly targeted for research, like R&D applications. From what I understand it's very open, you can do a lot of different types of material experimentation and stuff in this platform. But at Formnext this year, they were talking about this new printer that they have coming out called the eMelt-4, and it's a modular printer. And so it is much more designed for production. And so they didn't actually have the machine on the floor, unfortunately, but they did have a good graphic depicting it. And it's basically four different build modules, and they're smaller, you can very easily pull the build chambers out when they're done. So all the powder stays self contained. And the big advantage of having these removable build chambers is that EBM, you need time for the machine to preheat and then you need a lot of time for the build to cool down before you can get your parts out. So with this platform, you can have four builds running at once as they each complete, you pull the build chamber out, you could swap in a new one, you could start a new build. And the cool thing about it is the build chamber size is almost the same as the R&D machine. And so they are anticipating that more industrial users will want to adopt this platform. And that they'll probably have both types of equipment, they will have an R&D printer for developing the process, maybe testing out materials, figuring out how to build this part. And then they can very easily transfer that into the production platform and get producing at a much higher frequency.
Peter Zelinski 46:07
All these are hardware introductions, I feel like there is also a digital conceptual component to this idea. Also on ramping on to additive, I think of something else I spoke about briefly with the team at Siemens. Another innovation they were showing, talking about it at least, it's actually, it's hard to show but they have a system called AM Navigator that fits right within this theme and fills this space. And it's something they developed with a lot of partners. I think I know all the companies involved at Siemens with DyeMansion, HP, Forward AM BASF, EOS. And all these companies together have conceived this framework for discussing the strategy for additive and defining where a particular user wants to go with it and where they still need to go. And my understanding, it takes the form of this set of quiz questions to determine the company's level of additive deployment in terms of design materials, process engineering, print setup, manufacturing execution, people in organization, all these different categories and areas of consideration that this set of agreed upon questions for characterizing the level of additive use, provides this common language for framing aspirations and expectations and everyone mutually understanding where the organization is trying to go with additive which is going to be very different for different users. The idea is, as more companies affiliated with all these developers of AM Navigator as they use this system, the set of responses to these questions becomes like a benchmark that allows a company to understand where it's at in its own additive advance.
Stephanie Hendrixson 48:12
So that's really interesting. Potential hurdle or challenge that additive has faced is just that everyone is using different language, different terminology. It's not necessarily clear to everyone what the company is trying to do with additive or where they currently are. And what you're describing is, let's just speak a common language. Let's have a, an established vocabulary for this. And it'll just clarify goals and progress towards those goals.
Pete Zelinski 48:34
And more readily identify the gaps.
Stephanie Hendrxison 48:37
So that reminds me of one last example kind of in this vein, like how do you find on ramps for additive manufacturing, and part of it is the hardware part of it is the software part of it is the language that you use to talk about these things. But to some extent, it could be built into other systems to the point that you don't even have to necessarily think about it. And so Castor is kind of working on this. Castor is a software developer. And basically, they have this software that helps identify parts from a catalog and tell you which ones might be suitable for additive manufacturing. They are thinking of this more as an educational service and it has been integrated into things like Materialise, things like Siemens Teamcenter PLM. Basically, the idea is you can connect your additive manufacturing department and give them insight into everything else that any other design engineer is working on in your company. So if you are a large OEM, like, let's say like a Volkswagen or a John Deere or any sort of company like that. If you have design engineers that are creating components and uploading them into your PLM, now Castor can automatically analyze any design that comes through and if it sees one that seems like it could be a good fit for additive manufacturing, it could flag that and alert your additive manufacturing team. And so there's nothing automated beyond that, like it wouldn't automatically be rerouted towards 3D printing or something like that. But it would send up this flag and an additive manufacturing engineer could look deeper into the part and then you know, make the phone call, initiate the conversation with the other design engineer and see if this is going to be a good fit for the company and for the component. And so it's a way of giving that sort of insight to the additive manufacturing team, letting them know what other people are working on, and a way of automating the decision making up to a certain point.
Peter Zelinski 50:22
All right, this is a lot. And each of us showed up here to the studio, I know with lots of things in mind that we want to talk about. Let's focus on a couple of those. What is something you saw at the show that you really think is important you want to put on the table, we need to talk about this.
Resurgence of Solutions for Tooling
Stephanie Hendrixson 50:41
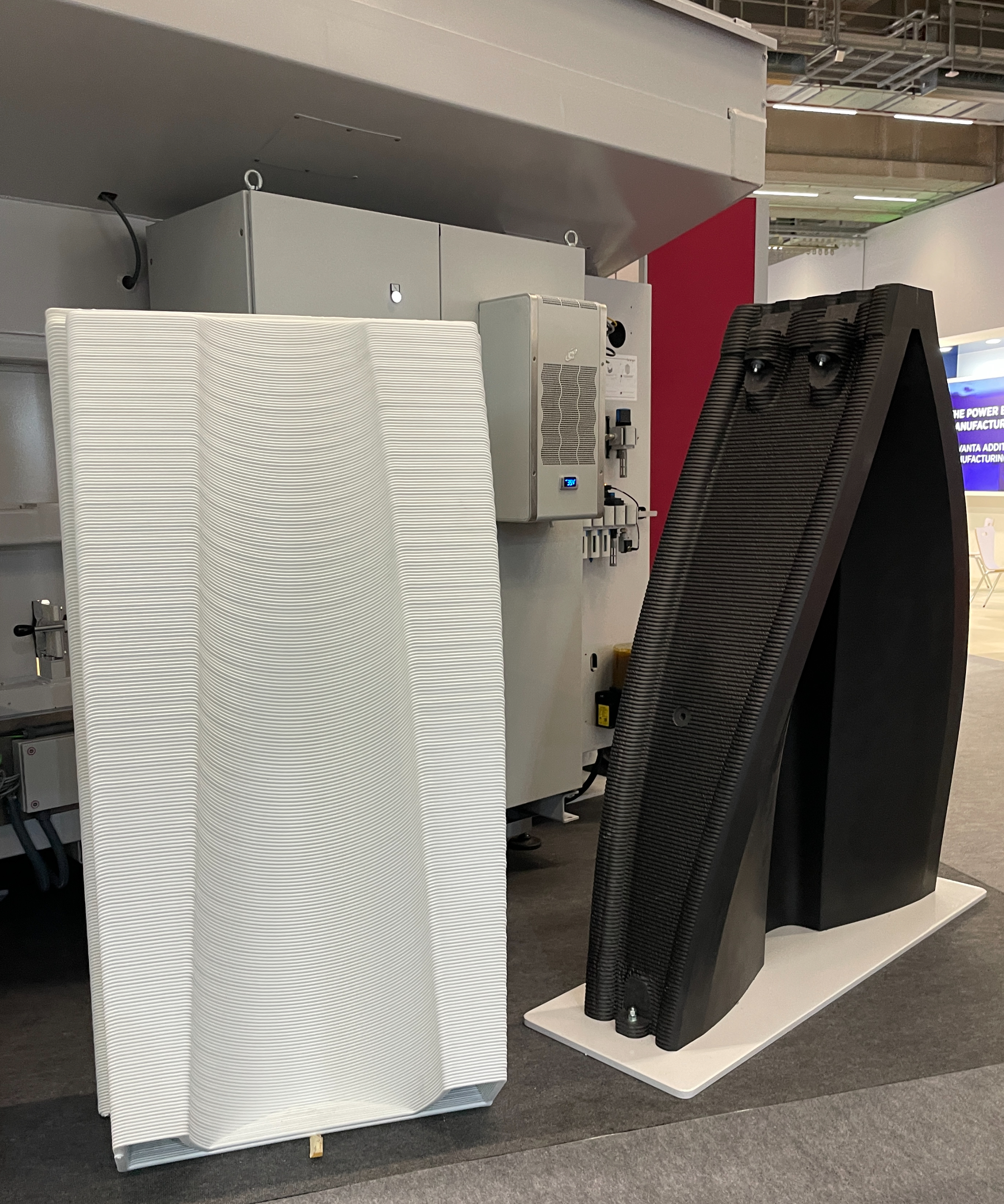
Large format additive manufacturing had a sginficant footprint at Formnext 2023, particularly for tooling applications. These molds were produced by Breton on its Genesi 3D printer.
So for me, I felt like there was a resurgence of tooling at Formnext 2023. So like large format additive manufacturing, like large scale polymer 3D printing, for making, maybe molds for composites, maybe thermoform tooling, other types of tooling like this, I met with Airtech, which is a company that comes more from kind of the composite space, which supplies resins for 3D printing, they're now also 3D printing tooling, mostly for the composites industry on these platforms. I also visited Hans Weber, which is a company that develops LFAM printers, they have both robot and gantry style printers, they actually had a robot printing in their booth, they were printing features onto a part that was being held in a vacuum tool, which was itself also 3D printed. So it's kind of kind of a neat illustration there. And I also stopped by Breton, which is a machine tool builder, I learned in just a brief conversation. Apparently, they were developing an LFAM-style 3D printer during COVID. This was sort of a project that people were working on remotely for a while, and now they have this large format 3D printer that they feel is a really good solution for tooling as well.

The Markforged FX 10 (top) is equipped with a computer vision camera (bottom) for in-process inspection that ensures quality, even when parts like tooling are made in locations different from where they were developed.
But on sort of the opposite end of the spectrum, one of the meetings that I had was with Markforged, and they were launching their FX10 3D printer at Formnext 2023. And this is an extrusion style 3D printer, it fits on a desktop, it does the continuous fiber reinforcement, like we've come to expect from other Markforged platforms. But it has a couple of interesting features. So it has a point laser inside for machine calibration. It has a camera that's doing like computer vision for in process inspection. And so it has a couple of advanced features for a desktop machine. But the reason it has all of this is because they are anticipating kind of what you've hinted at earlier that this is a machine that should be used for really reliable point of use tooling production. So again, they are anticipating that large OEMs might buy a fleet of these printers, they can use the Markforged Digital Source platform for kind of file sharing and protecting the files, locking things down. Once you get to a fixture design that works. And then any engineer at any plant across the globe could then grab whatever tool is available in digital source and print it reliably at their plant without having to worry about whether the machine is precisely calibrated or whether they're going to get a good print because there are these features built in to the platform to enable that.
And then one final instance of this that I will throw out is you and I both spent some time with HP and INDO-MIM. So HP has their Metal Jet platform for binder jetting and INDO-MIM is kind of the latest user of this technology. They are a really large-scale metal injection molding company. So that's where the MIM comes from in their name. And they're now partnering with HP for materials development on this platform for customer parts production. And soon they're going to be joining the HP digital manufacturing network INDO-MIM is interested in binder jetting and in metal jet specifically for at least two different reasons. One of which came out when the two of us were at their press launch on Tuesday, and that is direct parts production. There are some parts that they see as a metal injection, molder that maybe are needed in small quantities or are a little bit more complicated for that molding process. And so this could be a way for them to meet those needs up to 10 to 20,000 parts per year kind of quantities like that. And then later in the week, I had a follow up meeting at the booth with Ramon Pastor who leads the metal side of the HP 3D printing business. And then KJ Chivukula from INDO-MIM joined us partway through our conversation. And one of the things that KJ said in that discussion was INDO-MIM has the world's largest tool room for metal injection molding tooling. And another promise that they see for metal jet. 3D printing is being able to make more of that MIM tooling with 3D printing. So their tool room they have the capacity to make up to 95 tools per month, and that includes the slides all of the were elements. It demands a lot of skilled labor and they're doing some vertical integration at one of their facilities in India. To facilitate this even more, and so binder jetting is very interesting to them not only as a way of making those end use components, but also as a way to greatly reduce the number of steps involved in making the MIM tooling. So it would allow them to all but eliminate EDM, probably get rid of a lot of milling as well, all they are anticipating they would need to do is use metal jet to print the tooling, do a little, a little bit of finish machining, a little bit of grinding to fit all the tooling together, it's gonna save them a lot of time a lot of steps and allow their skilled workers to be able to do more because they're going to automate a lot of this process through 3D printing.
Peter Zelinski 55:23
The resurgence of tooling, if that's a theme at this show, and I think as you're talking about it, you're right. I saw a lot of that I guess my hypothesis for why that is it, it connects to that distance run moment we're in it is time now to broaden this market. And that the additive equipment providers have long been trying to do that. But there are applications disruptive applications of additive in practically every discrete part manufacturing context. And and it is time to take the steps now that connects also to the on ramp conversation we were having get more channels of application involved with additive and tooling is often the foundation and the first step to these successes.
Stephanie Hendrixson 56:13
Oh, absolutely. I wish I could remember where I was having this conversation. But I know at least one person pointed out to me during Formnext that it is so much easier to get 3D printing into a tooling step than it is to and use process step. But it is often the on ramp or the way that this technology gets into particular markets, particularly industries, particular companies. So that was my big trend that I wanted to bring up. Pete, what do you want to point out?
Tool Changing in AM
Peter Zelinski 56:40

Stratasys, a company founded on FDM 3D printing, introduced a new machine that is essentially an all-new design compared to its established FDM machines. The F3300 is an FDM system for production, featuring linear motors for speed, large material spools, and the use of a toolchanger to automatically change extruders throughout the build to vary material or vary nozzle size. The person in this photo is looking at the alternate extruders ready for use.
This is a little subtle, but a theme, I saw repeated examples of the application of the tool changer to additive manufacturing machines. There was a big new equipment introduction at the show that we haven't even mentioned yet. But Stratasys introduced its F3300 machine, which essentially is a ground up rethinking of Stratasys FDM machines. It's a linear motor machine. It is it's very fast. It uses really big spools of material. It's all about faster 3D printing with a polymer deposition process faster. FDM FDM for production, but another aspect of it, it uses a tool changer. There are four different extrusion heads on this machine. And as part of the engineering of it Stratasys worked with ATI industrial automation. And this is a company that is all about the hardware for rapid connections to robot in defector technology robot grippers. So that same kind of quick clamping quick disconnect used to rapidly change between different extrusion heads, I believe the figure I heard is 14 second change head to head. And so that is for thick nozzles for fast deposition versus a fine one in the same magazine for precision detail work or redundant extruders for really big parts. So you can't run out of material or different colors or different materials within the same build. All of that is just inherently part of this machine. Just the assumption that if you're going to do production work, you're going to switch between different deployments of the that capability mid cycle. In the same way in a very different type of manufacturing equipment, you use different tools going through.

For its hybrid machine tools integrating DED with machining, DMG MORI has now introduced scanning measurement as an additional capability. The scanning head simply waits in the tool magazine for loading in the spindle as needed. The company's hybrid machines are often used to streamline repair, particularly repair of dies and molds, and the on-machine scanning allows for measuring the worn or damaged area both before and after the repair.
It's not the only example of this that I saw. DMG MORI, machine tool builder, so they're all familiar with tool change their initial additive machine and they offer multiple additive capabilities, but they started with the idea they started with hybrid machining centers, inherently a system using a tool changer and the next step they see what they introduced is a scanning head for that machine measurement head because there's a lot of repair applications that this machine sees particularly dye mold repair. So now measure the initial geometry before doing the deposition for repair or measure for inspection after the fact this has to be part of the process. The tool change enables that various examples of this but one more comes to mind. It's not really a tool changer exactly except it is Insstek’s DED maker, they implement what they call their zoom optic and it is basically an optic changer for DED. So switch between four different optics, basically four different levels of laser size from 800 micron in diameter up to 2400 micron in diameter, like same concept either do very rough fast builds or very fine detail builds, but most importantly do it all as part of the same process, the same cycle. So
Stephanie Hendrixson 1:00:10
I didn't necessarily see examples of tool changers that I would call tool changers. But I did see examples of kind of what you're describing, like changing the process inside the machine, maybe without even changing the hardware at all. So one of the kind of more unusual meetings that I had was with this company called nLight, which actually provides light engines for like laser powder bed fusion, and this is something that it's not like you would retrofit your own printer with this. But if you're using certain platforms, so a few that they named were Velo3D, DMG Mori, Aconity. And a couple of others have this nLight engine in them already. And one of the capabilities that it has is that it allows you to do beam shaping. So choosing different profile options, and the laser gets shaped at the source. So they're not using optics to do it, it's actually at the source. And so the benefit of being able to do beam shaping is to better control the temperature in the melt pool. If your melt pool gets too hot, there's a danger that it goes beyond melting the material and actually sort of causes it to boil and you get the spatter and all these other negative effects. And using this particular light engine could help you kind of mitigate that. And then the new platform from Stratasys, I feel like there is an increasing demand for different options inside of your FFF 3D printer like it's no longer the assumption that you just want to print the same bead all the way through the entire part.
Progressive Layer Thickness Manufacturing first uses the finest nozzle available to build up several layers of the part’s outer surface, before filling it with medium and thick beads of material. Starting from the outside is best, Prolay says, because moving inside-out might create internal defects that would affect all subsequent outer layers. Surface finish and fine outer features are preserved with this method.
And so I saw a different solution, a new printer from a brand called Prolay. And it's a new fused filament fabrication printer, it has four printheads, they don't really switch over in the same way that they were describing earlier. But you can print four different materials, generally one of the heads is going to be reserved for support material. And then they use the other three for increasingly larger bead sizes. And so this is a printing strategy that they call progressive layer thickness manufacturing. And the idea is you print your finest smallest bead to build up the outside of your part. Once you have a couple of layers of that, then you use sort of a medium bead to start building up the interior. And then once you get even further in, you use your largest bead just to sort of rapidly fill it in. It's progressive, because you have to do a couple of layers at a time to make sure that the nozzle can still reach inside everywhere. And so it's Yeah, building maybe three layers in the outside two layers on the inside, and then one big beat on the inside and then kind of repeating that throughout the process. But the advantage is you can print faster while still preserving the surface and the finer details on the exterior of the part which is probably where it matters the most.
Peter Zelinski 1:02:41
This connection tool holders and 3D printing. Let me tell you one more quick anecdote about this to get us out DMG MORI, Nils Niemeyer who is a leader of the company's additive group, he was telling me about a way that companies machine tool production is going to change the draw bar that holds the cutting tool in the spindle of a machining center, it has to have a hardened surface because of the way it interacts with basically the sleeve of that whole spindle system. Previously, cladding the draw bar was an operation that took like over a month of lead time because of the way they did this process and the supplier that they used. It's going to be done now on using their hybrid DED machine DMG MORI's own machine and done in house. So this is an additive machine that has a tool changer is now going to become through its cladding of draw bars is going to become integral to the way the tool change system, other machines throughout the company will be made. So
Stephanie Hendrixson 1:03:45
it's interesting. We didn't spend a lot of this conversation talking about applications, but that was definitely a thing at Formnext 2023. Like additive is finding its way into all kinds of new spaces and markets and industries. And it's even discovering new applications within companies that are making this equipment to Alright, we have covered a ton of ground in this episode, everything from new types of metal 3D printing to software advances to everything in between. I think we'll leave it here. So if you want to see photos of things that we saw at the show, or find the transcript for this episode, links to related content, there's a link in the show notes that will take you to a blog post on our website. With all of that. We will also have a link to a playlist on our YouTube channel of the different videos that we captured throughout the show. And you can find lots more about Formnext and related events on our website. AdditiveManufacturing.Media Thanks for listening. AM Radio is recorded with help from Austin Grogan. The show is edited by Jodee McElfresh and me, Stephanie Hendrixson. Our artwork is by Kate Schrand. AM Radio and Additive Manufacturing Media are products of Gardner Business Media located in the Queen City, Cincinnati, Ohio. I'm Stephanie Hendrixson. Thanks for listening.







Related Content

Wasp Polymer, Ceramic 3D Printers for Customized Serial Production
Formnext 2022: Italy-based Wasp offers 3D printing options for sustainable, customized serial production with polymers and ceramics.
Read More
The Additive Manufacturing Conference Is Becoming the Formnext Forum
The 2023 Formnext Forum takes place in Austin, Texas, and absorbs the event previously known as the Additive Manufacturing Conference.
Read More
Arburg Freeformer 750-3X 3D Features Larger Build Chamber
Formnext 2022: The Freeformer 750-3X 3D provides more space inside the build chamber for larger components.
Read More
What We Found at Formnext 2023
New metal processes, new possibilities for existing processes, the next step for copper and more. Here is a summary drawing on all our reporting from November’s event.
Read MoreRead Next

8 Cool Parts From Formnext 2023: The Cool Parts Show #65
New additive manufacturing technologies on display at Formnext were in many cases producing notable end-use components. Here are some of the coolest parts we found at this year’s show.
Read More
At General Atomics, Do Unmanned Aerial Systems Reveal the Future of Aircraft Manufacturing?
The maker of the Predator and SkyGuardian remote aircraft can implement additive manufacturing more rapidly and widely than the makers of other types of planes. The role of 3D printing in current and future UAS components hints at how far AM can go to save cost and time in aircraft production and design.
Read More
3D Printing Brings Sustainability, Accessibility to Glass Manufacturing
Australian startup Maple Glass Printing has developed a process for extruding glass into artwork, lab implements and architectural elements. Along the way, the company has also found more efficient ways of recycling this material.
Read More