
.jpg;width=70;height=70;mode=crop;format=webp)
Share
Read Next



Circuit breakers used in industrial facilities like oil and gas or water treatment plants protect workers and equipment by interrupting power in the event of an overload. But when a breaker does trip in one of these high-voltage circuits, it releases a large amount of energy in the form of hot plasma gas carrying particles of burnt material; filters are necessary to reduce the pressure and temperature of this explosion and to capture any particulate. Schneider Electric previously produced these parts through assembly, but now is offering circuit breakers featuring 3D printed filters. The binder jetting process enabled the complex and compact geometry needed for the application, while also making the parts affordable enough to produce at scale. | This episode of The Cool Parts Show brought to you by Carpenter Additive
The Cool Parts Show is a video series from Additive Manufacturing Media that explores the what, how and why of unusual 3D printed parts. Watch more here.
Have a cool part to share? Email us.
Related Resources
- More on Metal Jet, the HP binder jetting platform used to manufacture these filters
- Another Cool Part that “filters” out pressure, this time for high volumes of liquid
- A previous binder jet part, a proof-of-concept copper filter created in response to coronovirus
- Another example of a manufacturer able to adopt binder jetting naturally because it already had the sintering capability
Transcript
00:00:00:03 - 00:00:00:13
Pete Zelinski
I'm Pete.
00:00:00:21 - 00:00:10:10
Stephanie Hendrixson
I'm Stephanie. And this is The Cool Parts Show our show all about cool, unique, interesting 3d printed parts. Today we're going high voltage, talking about these filters for industrial circuit breakers.
00:00:10:16 - 00:00:20:02
Pete Zelinski
High voltage, indeed. How do you up the voltage on a circuit breaker and still keep it safe? Additive manufacturing provided the answer.
00:00:20:02 - 00:00:33:10
Stephanie Hendrixson
And bonus, this is our first full scale production part made through binder jetting on The Cool Parts Show. This episode of The Cool Parts Show is brought to you by Carpenter Additive.
00:00:33:11 - 00:00:36:18
Pete Zelinski
We're at the company's powder production facility in Athens, Alabama.
00:00:36:20 - 00:00:42:19
Stephanie Hendrixson
Specifically, we are standing on top of the Z1, the company's largest vacuum atomizer for producing metal powders.
00:00:43:03 - 00:00:49:07
Pete Zelinski
Want to know how to make metal powder for additive manufacturing. Stick around after the episode. Welcome to the Cool Parts Show.
00:00:49:15 - 00:01:01:03
Stephanie Hendrixson
If you're joining us for the first time or the 50th time, welcome, Help us out by hitting that subscribe button. Today, we're going to be talking all about these metal 3D printed filters used in circuit breakers produced by Schneider Electric.
00:01:01:09 - 00:01:38:03
Pete Zelinski
Industrial circuit breakers. Okay, So first, a circuit breaker. It protects the circuit by interrupting the power when there is the danger of an overload. The circuit breakers we're talking about here deal with voltages that are higher than the voltage you have in your home. Schneider Electric makes circuit breakers for industrial facilities like oil and gas processing plants or water treatment facilities.
And many, many of these installations are making a transition from 400 volt power to higher voltage 690 volt power.
00:01:38:12 - 00:01:46:04
Stephanie Hendrixson
Part of the reason that they're doing that is to reduce the size of the cabling. If you use a higher voltage, you can use a thinner wire and still get the same amount of power through.
00:01:46:15 - 00:02:15:07
Pete Zelinski
But the higher voltage means the circuit breakers have to be redesigned and these facilities, they have lots of circuits and lots of these breakers like a big array of them all clustered together. So these newly designed higher voltage breakers have to fit into the same space as the breakers they replace. That means everything has to be made compact, including these filters which are vital to the safety of the system and are realized thanks to additive manufacturing.
00:02:15:07 - 00:02:22:12
Stephanie Hendrixson
So let's hear more about how these filters make those circuit breakers safer. Here is Thomas Rivoire, our application engineer at Schneider Electric.
00:02:23:06 - 00:03:24:15
Thomas Rivoire
They play a huge role. In fact, you have to understand that when the circuit breaker needs to open, the commutation from on to off, in case of a short circuit, for example, then a huge amount of energy must be exhausted. This energy is a plasma gas at an average of 3,500 degrees Celsius mixed with some burnt particles of materials like copper, steel, or plastics.
Those extremely hot gases combine with hot particles are thrown out of the circuit breaker via an exhaust chamber. The installation of the power filter is here to stop the particles, but must be breathable enough not to trouble the operation of the breaker.
00:03:24:15 - 00:04:22:04
Pete Zelinski
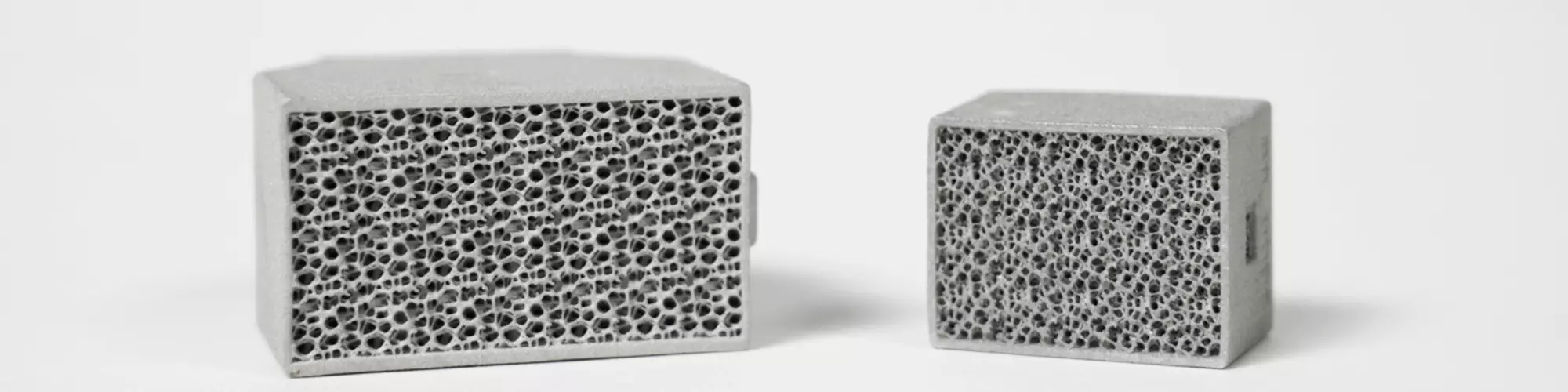
Okay, let's talk about these filters real quick, their geometry and how they accomplish what they do. So we heard Thomas refer to that explosion that happens when the breaker opens. These filters are doing a lot to control that effect. They are filtering out the particulate that's carried along, preventing it from getting to and affecting the rest of the system.
But they're also reducing the pressure and the temperature of that gas. So there's this basket weave texture and that geometry is very good at reducing pressure by taking the gas flow and dividing it into a lot of parallel streams and then there is also this more intricate, more elaborate, denser mesh. And this part of the geometry has a lot of surface area.
It's very good at reducing the gases temperature. Every breaker has multiple filters like this, both upstream and downstream.
00:04:22:12 - 00:04:53:09
Stephanie Hendrixson
So we should say these are not the designs that Schneider set out with. When they first started undertaking this circuit breaker redesign, they were initially thinking that they would make these filters using assembly. So multiple metal parts that would have been soldered together. That proved difficult for a couple of reasons. And so they started looking for a different manufacturing method.
They needed some way of producing these small, intricate parts with lots of surface area. And 3D printing was the solution. Originally, they were looking at a process called selective laser melting SLM or laser power bed fusion.
00:04:53:23 - 00:05:49:15
Thomas Rivoire
We quickly saw that 3D printing can bring us a good potential. It ticks all the boxes, no assembly, better performance, better robustness, better quality, no tools and faster time to market. SLM was the first industrial process we looked at when we started our journey through AM. At the time we launched the project, it was the only technology leveraged at industrial scale and we wanted something industrial. After the first prototypes and several iterations of design later, we’ve seen really good results with the filters in every technical compartment.
But even if we decreased by ten, the price of the filters, we were still not at the cost target.
00:05:50:04 - 00:06:06:01
Stephanie Hendrixson
So Schneider Electric was seeing good results with the filter designs they were able to make through powder bed fusion, but they weren't happy with the price point. And so they started reconsidering the manufacturing method again and landed on a different 3D printing technique called binder jetting, specifically the Metal Jet platform from HP.
00:06:06:19 - 00:06:23:22
Pete Zelinski
Schneider Electric had worked with HP in the past. They looked at these filters and together they realized that with some modifications to the design, these parts could be made cost effectively at scale through binder jetting. Can you give us a quick description? Binder jetting. What is that? How does it work?
00:06:24:05 - 00:07:19:12
Stephanie Hendrixson
Sure. So binder jetting is a method of 3D printing with powdered material. It could be powder metal, but it might also be something like ceramic or sand, and there's no melting happening. In the printer, what you're doing is spreading a layer of that powder and then really precisely dropping what is basically a glue down in the places where you want the material to stick together.
And so once you've built up your geometry that way, what you have is a green part. So it's just powder held together by that binder. Typically you would then put it through a curing or debinding step, depowder it, and then put it through a sintering furnace to get to the final density and material properties. One of the interesting things about the metal jet platform is that all of those steps happen in different stations.
So you have this build unit on wheels that you can plug into the printer and then plug into curing, plug into depowdering, pull your parts out and then put them through the sintering step. And so by dividing all of those different parts and having multiple build units, you can get to scale for a metal part like this pretty quickly.
00:07:19:12 - 00:07:49:14
Pete Zelinski
So Schneider Electric had a geometry that was going to work. It was going to do the job in this more compact space, a geometry made possible through 3D printing. They found a process that would work for production, binder jetting, specifically HP’s binder jetting platform. What they needed next was a manufacturer that could help them scale. They turned to a contract manufacturer that was starting to excel with HP’s binder jetting platform.
00:07:49:22 - 00:08:08:16
Stephanie Hendrixson
Right, so this is when GKN Additive gets involved. GKN makes lots of different metal parts. They use lots of different processes, one of which is metal injection molding, and you can actually use the same sintering furnaces for that process as for these metal jet parts. So it's been a really natural fit for them to bring in-house and they've gotten pretty good at it.
00:08:08:16 - 00:08:32:17
Pete Zelinski
So 3D printing, it brings all of this design freedom and all of this possibility for geometric intricacy which these parts realize. But then the next question you face is how do you take a part like this a geometrically complex part and turn it into a production component, something you can make repeatedly, something you can make at a reasonable cost per piece.
And these are the questions that GKN started to consider as they looked at this component and began to plan for how to scale up production quickly. Here is Uemit Aydin. He is global business developer director for Additive for GKN.
00:08:49:23 - 00:09:30:00
Uemit Aydin
As we know, the capabilities that you need for scaling something up is something different. So we're talking here about a manufacturing readiness level that you need to achieve and for that to shift from a technical feasibility status to a really qualitative technology that is able to ensure that one part after another is having the same performance brought us into the picture because Schneider Electric knew we need a partner who is able not to do something on lab scale but to work on all the bits and pieces and have the knowhow how to transfer it.
00:09:30:17 - 00:09:50:06
Stephanie Hendrixson
So this is the point where we move from R&D into production and start to consider all these different questions. So there's the issue of cost, but there's also quality. There's also how to make these in a timely fashion. And so GKN starts making some tweaks, they make some design changes, but they're also looking at things like the print parameters, even the sintering recipe to try and get this to scale.
00:09:50:14 - 00:11:24:15
Uemit Aydin
Initially, obviously we had to understand what is the function, what are the application needs, what are the geometrical changes that we're able to do. One of the things was as the part, for example, is fully filled in the process with powder. We use enhanced equipment where we can utilize the remaining powder inside of the structure at the high level, which has a direct impact on the costs.
The next steps like the depowdering and fine decaking, we needed to ensure that the yield rate is as high as possible, and for that we tweaked the green strength. How did we do that? We worked on the printer settings. We have an open printer setting possibility that we can change that one and optimize in combination with the green part, we optimized the depowdering and with this higher increase we were also able to finally then also to tweak the sintering parameters that I can get the highest throughput to the furnace that we have.
When we talk about cost savings, it is always a combination between the customer and the engineer on our side. So when we were going back and forth, so every adjustment that we needed to do, which is not only from the product side, but we needed to agree on what is really needed instead of going to the 150% solution, we adjusted it step by step toward the best possible solution.
00:11:24:15 - 00:11:47:19
Stephanie Hendrixson
So one of the things Uemit mentioned is the green strength of the part, and that's really important for binder jetting because again, for a lot of the workflow, your part is just powder held together by glue. And so if you can make the green part stronger, you can be a lot more confident about stacking or nesting your parts in the build volume about how you depowder them and handle them and get them to the sintering step where they're going to achieve their final properties.
00:11:48:07 - 00:12:09:19
Pete Zelinski
It's binder jetting, nothing ever melts, but you are working with the part before it gets to its full strength final state, including in this case, hitting it with high pressure air as part of that depowdering. So the question is how do you do that depowdering step so that it's as quick and effective and efficient as it could be.
And as we heard, the considerations include geometry. Can we tweak the design a little bit to aid with depowdering and also getting to a stronger part in that green state. So these filters are in production now. Thanks to additive manufacturing they got there fast.
00:12:29:09 - 00:12:53:23
Uemit Aydin
From the initial contact that we had until we had a part which went into production, it took just six weeks. All the different departments, and this is in my opinion a good example, were able to run almost in parallel and having different tweaks directly. In my opinion, for four different components, bringing that in six week at least in my history I never did that before.
00:12:53:23 - 00:13:36:07
Thomas Rivoire
We started the production at the end of summer 2021 and batch after batch GKN delivered 2,000 filters in a few months. We started the sale of the product with a few selected customers in order to have their feedback of the solution and make sure the solution is compliant with their needs. As the market is demanding more and more 690 volt, we now expect to extend the offer to more partners.
The first estimation, is that the production can increase to 10,000 filters per year.
00:13:45:21 - 00:13:47:04
Stephanie Hendrixson
All right, let's wrap this up.
00:13:47:18 - 00:14:08:15
Pete Zelinski
These are filters for circuit breakers, industrial circuit breakers developed by Schneider Electric for industrial facilities that are making a move to a higher voltage system. The new circuit breakers at higher voltage have to fit into the same spaces as the breakers they replace. So everything has to be compact.
00:14:09:01 - 00:14:34:13
Stephanie Hendrixson
So that meant Schneider Electric had to reconsider their original manufacturing method of soldering multiple parts together. They started investigating 3D printing, originally looking at powder bed fusion, but then discovered that metal jet binder jetting would be a better fit for this process. So they worked with GKN to commercialize and bring this part to scale. They went into production in 2021 and now they're working to scale it all the way up to 10,000 parts a year.
00:14:35:07 - 00:14:45:04
Pete Zelinski
That'll do it. Thank you for watching. If you like the show, let us know. Leave us a comment. Subscribe. In YouTube hit that bell icon so you're alerted every time there's a new episode.
00:14:45:12 - 00:14:55:12
Stephanie Hendrixson
And if you have a cool 3D printed filter or other industrial part that you're scaling to production with 3D printing, we want to hear about it. Email us CoolParts@AdditiveManufacturing.Media.
00:14:55:17 - 00:15:19:09
Pete Zelinski
Thank you for watching. This episode is brought to you by Carpenter Additive. We are at the company's powder production facility in Athens, Alabama, and we are standing on top of an atomizer. The Z1 is Carpenter technology's largest vacuum atomizer and it is the heart of the process for making additive manufacturing metal powder here at Carpenter Additive.
00:15:19:09 - 00:15:27:12
Stephanie Hendrixson
This facility is capable of producing up to 18,000 pounds of metal powder per day. Plant manager Jordan Ralph talks us through the process.
00:15:28:01 - 00:15:58:14
Pete Zelinski
So an atomizer is a piece of equipment that is capable of melting and pouring molten metal into the stream of high pressure gas that turns that molten metal into tiny, tiny droplets that ultimately cool and form our powder, which looks like a gray dust. So to start our process and the ultimate in the end solution that we have here, we bring in raw materials all the way down to individual elements.
00:15:58:14 - 00:18:24:05
Jordan Ralph
So nickel, cobalt, chrome, mali, niobium, we bring all of those raw materials into the shop. We utilize those materials to build charges that go into the atomizer. As you walk that flow path, you run through our charge make up area where all of the materials are weighed out, to very exact quantities. That ensures that we're able to hit our customer specifications and hold the tight tolerances that we're looking for on a chemistry perspective.
From there, the material is flown to the top of the atomizer and charged into the furnace. As materials produced it is poured out and is collected at the bottom of the atomizer. The material is then taken and transferred into a bulk container for processing through the rest of the value stream. The next stop for any of our as atomized powder would be the screener.
So that will remove the coarse portion of the powder. From there we take it through air classification. It takes the fine portion of the particle size distribution out and makes the final cut for an additive material like a 10 to 45. From there we stack up all of those individual lots and put them into the 12,000 pound blender to make the single homogenous blends.
At that point we are able to pack in any configurations the customer is looking for, whether that be drums, bottles, PowderTrace hoppers. We've got a lot of options to meet customers needs there. The atomization, capability and all of the powder capabilities gives us a unique position where we're actually able to produce the powder run testing through additive machines all the way through hip and heat, treat, do final testing on those products, and then make additional changes or try to optimize, you know, things like our chemistry or sizing so that we ultimately can serve our customers better.


Related Content

10 Important Developments in Additive Manufacturing Seen at Formnext 2022 (Includes Video)
The leading trade show dedicated to the advance of industrial 3D printing returned to the scale and energy not seen since before the pandemic. More ceramics, fewer supports structures and finding opportunities in wavelengths — these are just some of the AM advances notable at the show this year.
Read More
What Does Additive Manufacturing Readiness Look Like?
The promise of distributed manufacturing is alluring, but to get there AM first needs to master scale production. GKN Additive’s Michigan facility illustrates what the journey might look like.
Read More
3D Printing with Plastic Pellets – What You Need to Know
A few 3D printers today are capable of working directly with resin pellets for feedstock. That brings extreme flexibility in material options, but also requires greater knowledge of how to best process any given resin. Here’s how FGF machine maker JuggerBot 3D addresses both the printing technology and the process know-how.
Read More
DMG MORI: Build Plate “Pucks” Cut Postprocessing Time by 80%
For spinal implants and other small 3D printed parts made through laser powder bed fusion, separate clampable units resting within the build plate provide for easy transfer to a CNC lathe.
Read MoreRead Next

Understanding HP's Metal Jet: Beyond Part Geometry, Now It's About Modularity, Automation and Scale
Since introducing its metal binder jetting platform at IMTS in 2018, HP has made significant strides to commercialize the technology as a serial production solution. We got an early preview of the just-announced Metal Jet S100.
Read More
Reusable, 3D Printed Copper Filter: The Cool Parts Show #28
In this episode of The Cool Parts Show, we learn how controlled porosity obtained through binder jetting can be applied to build metal filters capable of trapping — and even eliminating — virus particles.
Read More
At General Atomics, Do Unmanned Aerial Systems Reveal the Future of Aircraft Manufacturing?
The maker of the Predator and SkyGuardian remote aircraft can implement additive manufacturing more rapidly and widely than the makers of other types of planes. The role of 3D printing in current and future UAS components hints at how far AM can go to save cost and time in aircraft production and design.
Read More