
Optimized LPBF Reduces Cost Per Part by 90 Percent
Through a combination of laser powder-bed fusion, design and optimization technology, Betatype reduced the cost of an automotive part from more than $40 to less than $4.
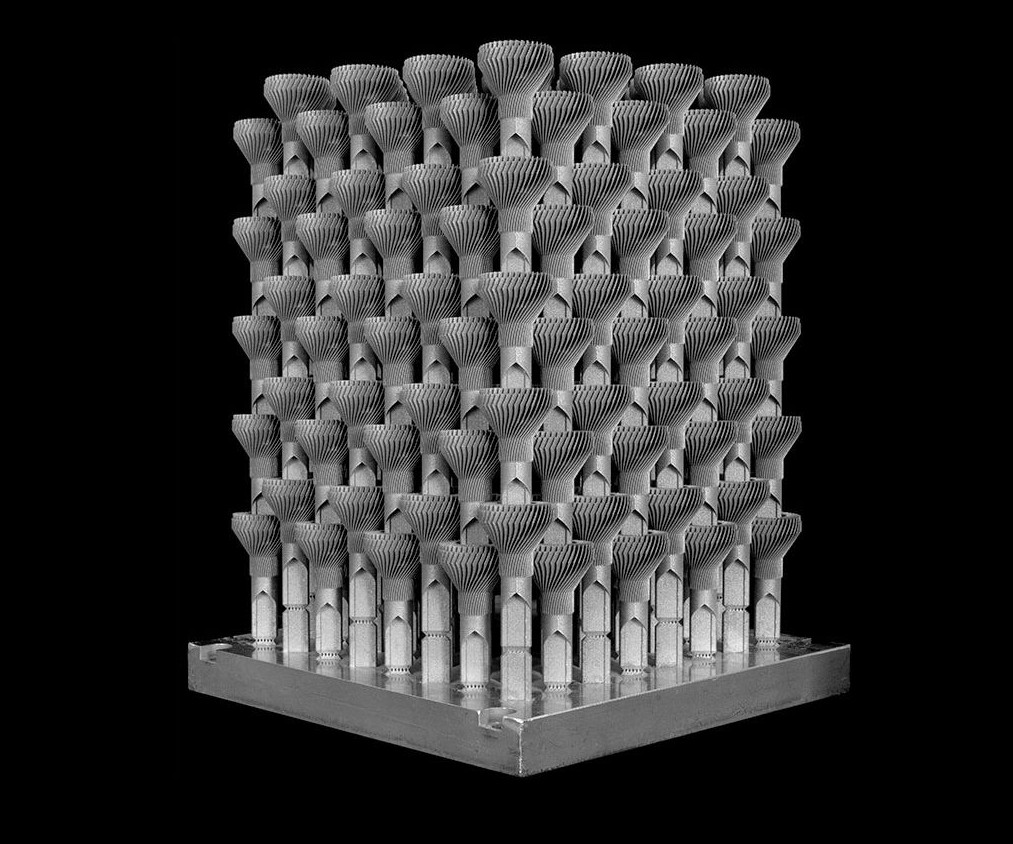
A combination of part redesign and process optimization via Betatype technology enabled the production of 384 automotive LED heatsinks in a single, 30-hour build performed by Progressive Technology on an EOS M280.

A typical automotive LED headline features a large heatsink that is actively cooled. Betatype recognized that the geometry of these metal parts lent itself to laser powder-bed fusion (LBPF).

The redesigned LED headlight features a 3D-printed heatsink that cost less than $4 to produce, versus more than $44 for a conventional alternative.



High volumes, productivity and cost-per-part are often cited as shortcomings of additive manufacturing (AM) for production applications in industries such as automotive. But AM process optimization that boosts productivity can reduce cost and support greater volumes. Betatype, a developer of AM optimization technology, recently worked on an automotive project using laser powder-bed fusion (LPBF) to produce 384 qualified metal parts in a single build, leveraging design and optimization strategies to reduce the cost-per-part.
Founded in 2012, Betatype has developed “Engine,” a data processing platform for managing and controlling multi-scale design. The technology can be applied to design complex parts that could not be easily built through traditional processes. Data processing also makes it possible to manage and optimize every tool path within each part, the company says, by shortening laser scan paths and delays. Geometry-driven control allows for the selection and application of laser parameters on an exposure to exposure level, enabling greater quality control and more efficient melting.



With the right part design, tool paths and parameters, additive manufacturing can be a more cost-effective method of production, as illustrated in Betatype’s manufacture of heatsinks for LED headlights. Typically, these components require comparatively large heatsinks which are often actively cooled. Betatype recognized that the specific geometry for these metal parts made them ideal for producing with LPBF.
By considering the LPBF process at the initial design stage of the component, Betatype was able to design a part with built-in support features, which allowed multiple headlight parts to be stacked on top of each other without the need for additional supports. Full stacking is often difficult with LPBF due to the thermal stresses involved in the layer process; by intelligently designing the structure to reduce thermal stresses, Betatype was able to make it a viable option with minimal thermal distortion. It was then possible to snap apart the finished parts by hand, without the need for further postprocessing.
For the collective 384 parts, Betatype was able to reduce build time from 444 hours to under 30 hours. Reducing the build time for these parts also reduced cost-per-part, from upwards of $40 to under $4.
The design of the part and supports enabled a series of parts to be “nested’” together to maximize the build volume, resulting in 384 parts being produced in one go within a single build envelope by Progressive Technology on an EOS 280M system.
Through specific control parameters, the exposure of the part in each layer was reduced to a single tool path, with minimal delays in between. This toolpath strategy, coupled with Betatype’s optimization algorithms and process IP, reduced the build time of each part from 1 hour to under 5 minutes per part, the company says.
For the collective 384 parts, Betatype was able to reduce build time from 444 hours to under 30 hours. Reducing the build time for these parts also reduced cost-per-part, from upwards of $40 to under $4.
The EOS M280 is a single-laser, medium-frame (SLMF) system; with a multi-laser, medium-frame 3D printer, Betatype’s optimization approach could reduce build time to less than 19 hours. Using one of these high-productivity systems would enable 19 times the productivity over a year of production per system, increasing volume from 7,955 parts to 135,168, Betatype says. With an installation of seven machines running this optimized process, volumes could approach 1 million parts per year, and those parts could be more functional and more cost-effective than those made conventionally.




Related Content

Baker Hughes' "Golden" Build Files Enable Reliable Additive Manufacturing Today, and Repeatable Production Tomorrow
The energy technology manufacturer has already demonstrated that AM can deliver service parts for harsh environments. Now, the key is developing and maintaining a catalog of parts with their processes for consistent production on an as-needed basis.
Read More
Formnext 2025 Balances Innovation with Industrialization: 6 Trends
Advances in laser powder bed fusion, possibilities for ceramics and encouraging news about supplier consolidation were among the hot topics at this year’s show.
Read More
Additive Manufacturing Versus Cavitation
The design freedom possible with laser powder bed fusion (LPBF) metal 3D printing is making it faster and easier to produce complex anticavitation devices for valves.
Read More
3D Printed Spacer Grids for Nuclear Power: The Cool Parts Show #79
Westinghouse Electric Company is exploring laser powder bed fusion as a means of manufacturing spacer grids, critical parts of the fuel rod assemblies used in pressurized water reactors.
Read MoreRead Next

Beehive Industries Is Going Big on Small-Scale Engines Made Through Additive Manufacturing
Backed by decades of experience in both aviation and additive, the company is now laser-focused on a single goal: developing, proving and scaling production of engines providing 5,000 lbs of thrust or less.
Read More
Additive Manufacturing Versus Cavitation
The design freedom possible with laser powder bed fusion (LPBF) metal 3D printing is making it faster and easier to produce complex anticavitation devices for valves.
Read More
Three Drivers of AM Materials Development and Adoption
Lack of material options is becoming an outdated reason not to use additive manufacturing. But what factors are driving the creation — and use — of new materials for AM?
Read More