
Additive Manufacturing Process Using Titanium Alloy Builds More Stable Spinal Implant
A spinal implant additively manufactured from a titanium alloy imitates cancellous bone in porosity and structure.
.jpg;width=70;height=70;mode=crop;format=webp)

Stryker's Tritanium PL spine cage features a combination of both solid and porous structures to imitate natural bone. The porous portions feature a random arrangement of pores that more closely resembles cancellous bone than matrix or honeycomb structures.
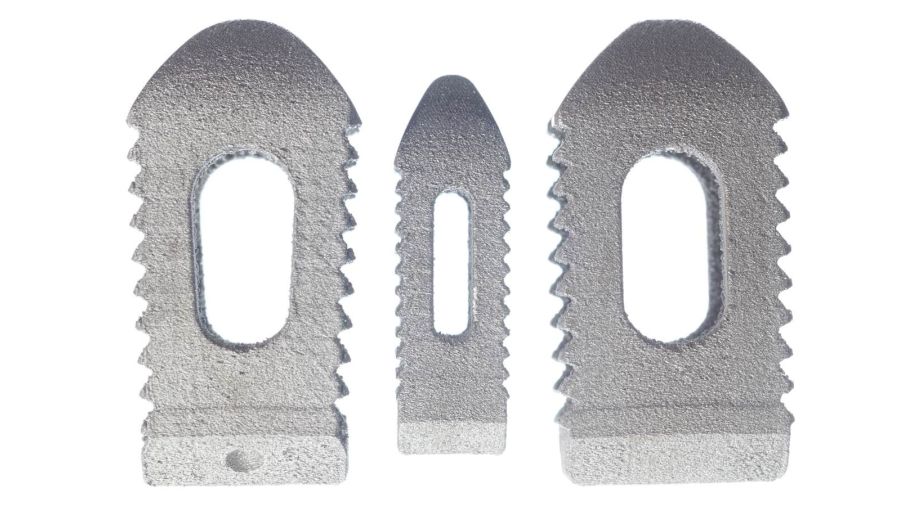
The teeth built into the spine cage help secure the implant and provide more surface area to encourage bone growth, distribute load and minimize subsidence.
Share
Read Next



Conventionally manufactured bone implants are machined and then finished with a rough coating that helps anchor the implant and encourage the in-growth of cancellous bone, the spongy bone tissue found inside vertebrae and at the ends of large bones. Metal additive manufacturing goes beyond coating by offering the ability to build hollow matrices that extend below the surface. Implants with the texturing built-in are far more secure as the bone can grow into the device itself, eliminating the risk of detachment posed by surface coatings.
However, natural bone doesn't grow in a strict matrix or honeycomb structure; instead, it grows in a random arrangement of bridges and cavities. Medical manufacturer Stryker has created medical implants that more closely imitate the organic structure of cancellous bone, using its Tritanium in-growth technology. The strategy combines Tritanium, a proprietary titanium alloy, with the company's Laser Rapid Manufacturing technique, an additive manufacturing process, to create a completely randomized yet reproducible porous structure.



Tritanium is a highly porous titanium alloy designed specifically for bone in-growth and biological fixation. It has a mean porosity of 60 percent, with a mean pore diameter of 438 microns. Natural cancellous bone ranges from 50 to 90 percent porosity. Cancellous bone has a mean pore diameter of 1 mm, but pore diameters vary widely and randomly; thanks to the additive manufacturing technique, Tritanium imitates this with pore diameters ranging from 100 to 700 microns in a random architecture. The combination of material and process means that porous Tritanium has an elastic modulus that falls between spongy cancellous bone and more rigid cortical bone.
One example where this technology has made a difference is in Stryker Spine's PL cage, a posterior lumbar spinal implant, pictured above. This hollow, rectangular implant has a configuration of both solid and porous structures mimicking bone that are built simultaneously via laser-driven additive manufacturing. In addition to the cage's porous internal structure, its large central and lateral windows help to reduce overall stiffness, while allowing room for bone graft to be packed inside the cage. According to the company, the lateral windows also enable visualization via CT scan and X-ray.
Angled teeth with smooth leading edges increase the implant's surface area in contact with the bone and provide bidirectional stability. According to Stryker, the expulsion force for the implants has been shown to be 22 percent greater than the insertion force. The teeth also help to normalize load transmission and minimize subsidence (the sinking or settling of an implant). In testing, the Tritanium PL Cage demonstrated better resistance to subsidence than other commercially available posterior lumbar interbody cages constructed out of other materials, including those with a larger footprint.
The Tritanium PL cage is available in lengths ranging from 23 to 28 mm, widths from 9 to 11 mm, and heights from 7 to 14 mm. Learn more on this microsite dedicated to the spine cage.
Related Content
-
New Zeda Additive Manufacturing Factory in Ohio Will Serve Medical, Military and Aerospace Production
Site providing laser powder bed fusion as well as machining and other postprocessing will open in late 2023, and will employ over 100. Chief technology officer Greg Morris sees economic and personnel advantages of serving different markets from a single AM facility.
-
3D Printing Startup to Deliver Thousands of Custom Hearing Aids Over Next Five Years
Starting with a pilot program in Jordan, nonprofit 3DP4ME is developing workflows to 3D print hearing aid earmolds and prosthetics near the people who need them.
-
8 Cool Parts From Formnext 2023: The Cool Parts Show #65
New additive manufacturing technologies on display at Formnext were in many cases producing notable end-use components. Here are some of the coolest parts we found at this year’s show.







