
10 Valuable Lessons from an Additive Metal Part
If you’re going to use AM for production, the subtractive steps deserve as much consideration as the additive cycle.

Delcam’s experiment in additive manufacturing involved not just growing the part, but seeing it through all of the processing steps—particularly machining—that would be necessary for full production.

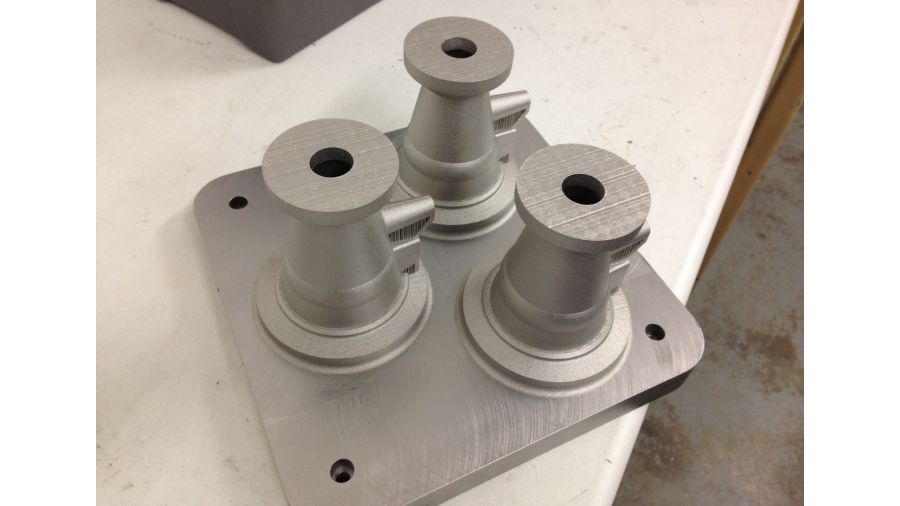
The additive-manufactured version of the manifold is seen here as grown (left), as grown and cut in half (middle), and after machining (right).
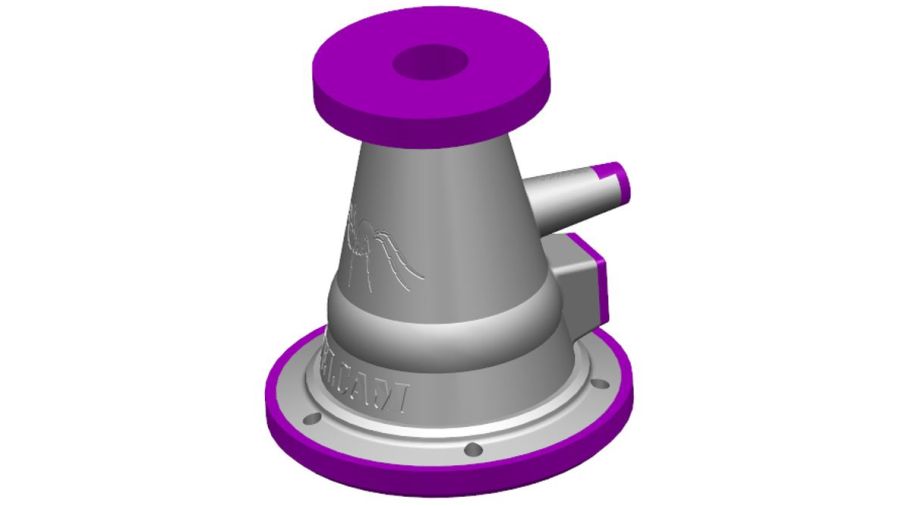
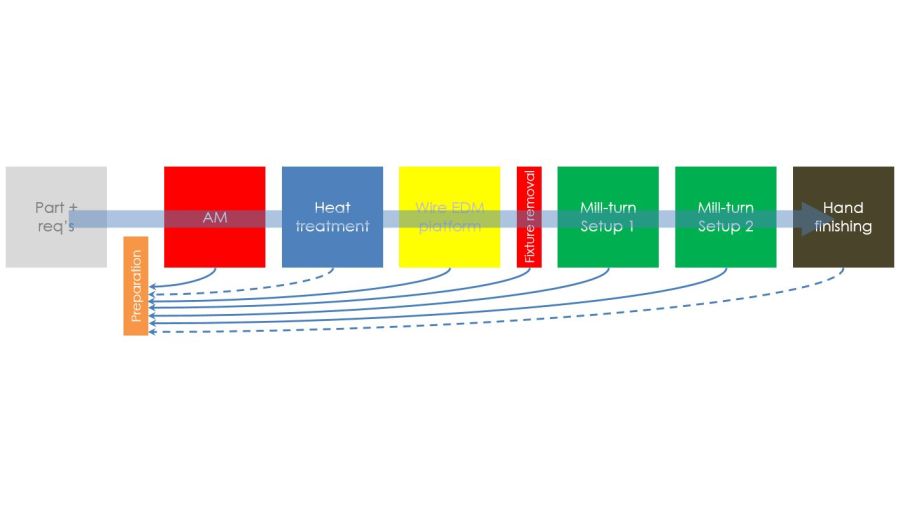
Identifying which features will be machined determines the form that will be additively built. That means postprocessing steps have to be planned from the beginning.
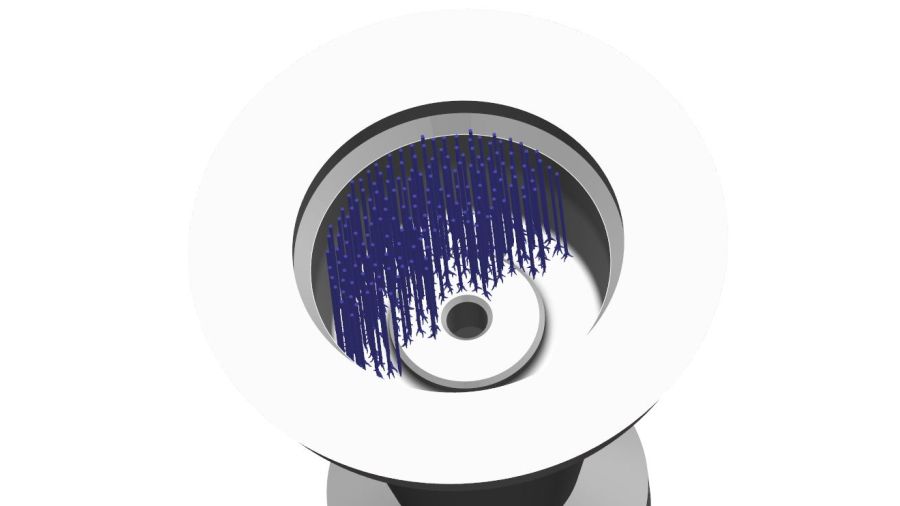
Delcam devised “tree” structures to provide support to the growing part without trapping powder in its inner chamber. Considerable innovation in AM often goes toward features such as these that are destined to be discarded.

A defect in the recoater bar, likely caused by the bar’s interaction with one of the “trees” early in the build, can still be seen in the final surface of the first manifold to be built. In a more critical part, the discovery of an effect such as this could be concerning.
The build involving multiple parts was designed with the expectation the parts would be removed from the plate via wire EDM. The parts were designed with enough clearance to allow for this. In retrospect, the engineers concluded they should have allowed more clearance so they could make the cut with a bandsaw. A saw cut would have been acceptable in this case, and sawing would have removed the parts faster.
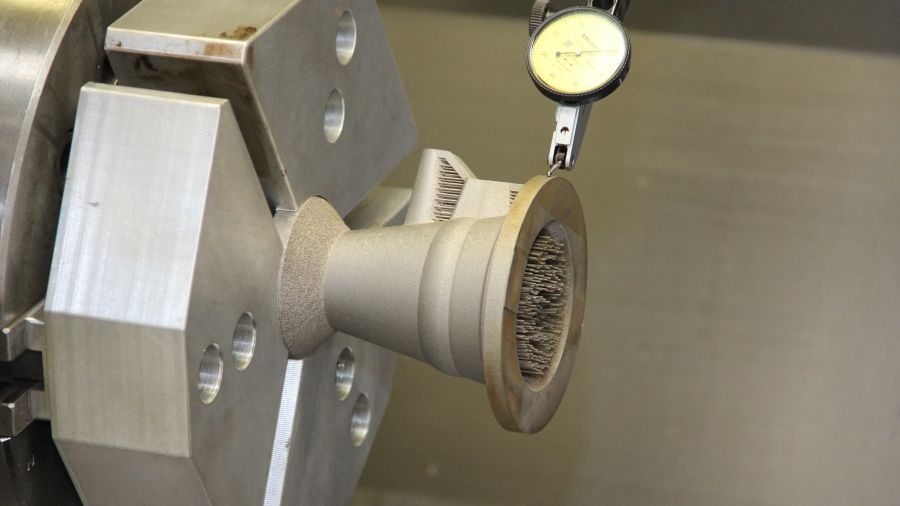
Concentricity of the additive manifolds was within 0.2 mm of the model throughout the part. This is better precision than the cast version of the manifold is able to achieve.

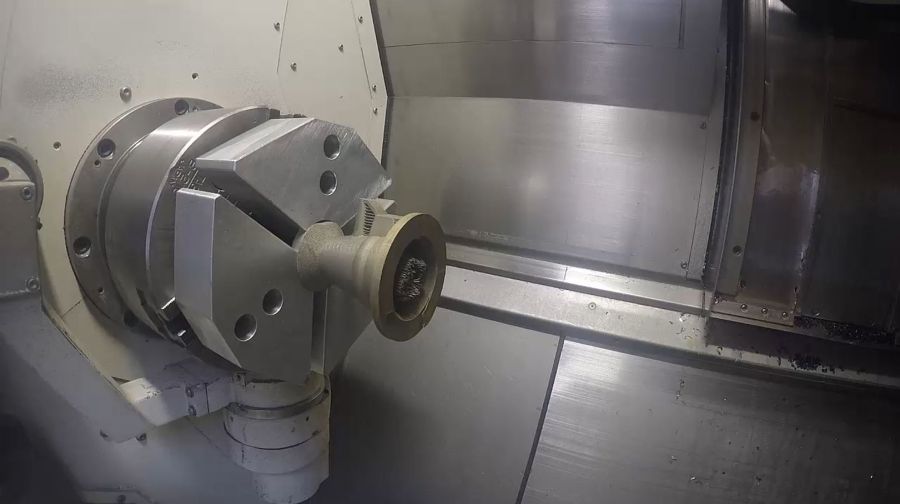
The staggered positions of the multiple manifolds on the same build plate caused the EDM wire to partially cut one part prior to its full cutting. The resulting slot in the part produced an interrupted cut that damaged a tool during turning.

Even though additive parts can be grown very close to net shape, the machining that is still required is complex enough that a sophisticated machine tool is appropriate. Delcam initially was planning to finish the manifolds on a five-axis machining center, then instead chose this multitasking machine.

In AM, effective communication is vital to effective processing. The machine shop initially overlooked the visible buttresses on this part, failing to realize that these were support features instead of features of the final part.
In additive manufacturing, the additive build is not the only step. The process is capable of short lead times only when all of the relevant steps are considered together. In short, additive manufacturing is “real” manufacturing that benefits from real expertise.



Delcam knows machining. In the future, the company aims to know additive manufacturing just as well. The CAD/CAM software provider (now part of Autodesk) not only wants to be able to guide its customers in machining AM parts, but also is working to develop an AM software product called PartBuilder. But Jan Willem Gunnink, manager of collaborative research and innovation projects with the company, admits the organization still has much to learn. Just like the rest of manufacturing, Delcam is ascending a learning curve with AM. And for the benefit of everyone else who is on that curve with them, the company recently shared the fruit of its experiences—the lessons of its successes and its mistakes—from one of several recent trial runs at additive production.
The company deserves credit for this. Learning from experience is expensive. The additive manufacturing project the company carried out cost the equivalent of tens of thousands of dollars. In addition, learning from experience is messy, marked by missteps that seem painfully obvious in retrospect. Delcam could have kept both its discoveries and its mistakes to itself, but instead, the company—through Gunnink, who was directly involved in the project—freely discusses all of this.
Featured Content



The part that was additively manufactured in Delcam’s experiment was a cone-shaped 316L stainless steel manifold measuring 95 mm long and 90 mm in diameter at its larger flange, with an additional flange and a large port both extending out of the OD of the part at a right angle to its axis. The part (a real production component) is usually made through casting, but Delcam wanted to make it through a powder-bed metal additive manufacturing process to experience both the rewards and the challenges of applying AM for production. Which additive machine the company used is a detail the company prefers not to state (for the sake of not implying an endorsement or preference). However, the process involves a build plate. Four manifolds were made, because this is the largest number that could be made in a single cycle on a single plate within the machine. The parts were not just additively grown, but also were carried all the way through postprocessing to arrive at final, functional components—just as they would be if this was their real production process.
As described to me by Gunnink, the payback from all of this work included at least 10 valuable lessons. Strikingly, those lessons touch on machining as much as they directly touch on additive manufacturing. Here, in summary, is what Delcam observed:
1. Planning begins with postprocessing.
In the manufacturing process for any AM part, questions about the steps after additive have to be faced at once. For example, how will the part be removed from the build plate after the additive cycle is done? And what features will be left for subtractive processing (machining) instead of being completed additively? These questions are crucial, because they shape the additive cycle. They determine the form of the part sent to the additive machine. In Delcam’s case, the engineers involved in the research expected to remove the parts from the plate via wire EDM, so they added 2 mm of additional stock between the part and the plate to allow room for this cut. In addition, they expected to drill holes (because the AM process is poor at generating precisely round holes) and also to use CNC machining to finish critical mating surfaces. As a result of these decisions, designing the AM part included a measure of “undesigning,” as engineers removed holes from the model and added milling stock onto mating surfaces to arrive at the form that was ultimately grown.
An important exception to this “undesigning” was a hole connecting the two chambers inside the manifold. This hole also could have been machined (a drill could reach it), but the hole was instead left in place to be produced additively. The reason: That hole provided a drain for unfused powder metal to escape from the chamber beneath it, once the build plate and the part were removed from the additive machine and inverted. Without this release, says Gunnink, powder accumulating in that chamber combined with the air held in the sealed chamber could have created a fire hazard during EDM.
2. Innovation goes into sacrificial features.
Not all of the design ingenuity in additive goes toward features of the final part. Some goes to forms destined to be cut away and discarded. In additive, every part feature that projects horizontally from the part is a feature in danger of collapsing as this form is taking shape in one minute layer upon another during the build. The solution is to add support under these features, sometimes in the form of radiuses added to the final form (comparable to adding draft angles to cast parts), and sometimes in the form of supports or stiffeners that last only as long as the build cycle before they are cut away.
Delcam engineers needed cut-away supports for the horizontal floor between the two internal chambers of the manifold part, but they were challenged with how to design these supports. Typical additive support structures—thin metal fins—would have divided the lower chamber into subchambers that would trap the powder, posing the fire hazard mentioned previously. The solution the engineers developed instead was to grown “trees”—tall, slender columns with branching support for strength—in order to hold up this solid floor without impeding the escape of powder.
3. Leave room for lessons.
The additive manufacturing contractor making Delcam’s parts did not want to produce all four parts in the same build, even if those parts did all fit on the plate. The reason: AM involves considerable uncertainty related to residual stress and other effects as the part is forming. Better to build just one part first, see how it forms, see if there are lessons to be learned, and then build the other three.
And there was indeed an unexpected effect observed in the first build. Residual stress affecting the formation of the “trees” apparently caused one of these trees to poke up just high enough that it marred the machine’s recoater bar that passes over each layer of material. This defect of the bar affected every layer thereafter, and it could still be seen as a corresponding defect in the final surface of the part that the machine produced. The defect was concerning, because it meant that material from the blade had been lost somewhere, and might be embedded in the part. In a component as critical as a turbine blade, for example, that possibility would have to be addressed. But with the trial manifold, the team decided to continue. The surface showing evidence of the defect had been meant to be milled flat anyway.
A more directly meaningful lesson of the first build came too late to apply it. That is, a discovery about removing the part from the plate that would have affected the part’s sizing (see the next point) did not come until the 80-hour second build was already underway. Then also came a discovery that—frustratingly—affected only the second build. One of the three pieces in this second build formed with a minor but noticeable geometric defect. The reason why just this one piece was affected is still unknown.
Ultimately, says Gunnink, the choice to run a single part first—even though that choice was prudent and correct—did not help with the build of the remaining parts in any meaningful way.
4. Consider bandsaw for part removal.
Wire EDM is the process of choice for cutting metal AM parts away from their build plates. This precise cutting operation leaves a clean, square surface. However, EDM through the large base of the manifold part was slow. Like the additive cycle, the EDM cycle stretched through many hours to become a major contributor to lead time. Delcam engineers had added 2 mm of stock to allow clearance for EDM, but they came to recognize that they should instead have added 5 mm of stock to allow for bandsawing. Cutting the parts with a saw would be much faster, and the lack of precision would be no loss in this case because the surface was going to be CNC machined anyway. Unfortunately, the second additive build was underway by the time this realization came, so it was too late to add the extra stock.
5. AM is a strong competitor to casting.
This lesson confirmed Delcam’s expectations for the project, and gets at the very reason why the company expects additive manufacturing to advance. The engineers measured the additive parts to discover just how effective additive manufacturing is relative to making these same part through casting.
The answer: The additive process in this case was far more accurate. That’s not a universal conclusion, says Gunnink—there are cases when casting would be more precise. However, near-net-shape parts as represented by the manifold can come much nearer to net shape through AM than through the traditional process. For example, the concentricity of the nominally round manifold produced additively was within 0.2 mm throughout the part. Meanwhile, the lead time of parts made additively is also competitive (see below). While additive manufacturing generally cannot compete with casting for high volume parts, additive is an excellent alternative to casting in cases where the quantity is small enough, the lead time tight enough, or the geometry is strange enough to rule out the tooling that casting inherently requires.
6. Machining is not an afterthought.
Because the AM part is so near to net shape, it might seem as though machining it to its final form is a minor or fleeting concern. Far from it, says Gunnink. The team had machining challenges.
For example, positioning three parts on the build plate created a staggered configuration that caused the EDM wire to begin cutting one part while it was finishing the cut for another. Then, because the EDM cycle for that actual part did not line up with the first cut, the result was a slot in the OD of the part that caused problems when this face was turned to finished tolerance. The interrupted cut damaged a tool. (Other than this, however, turning went very well.)
In addition, the “tree” supports proved difficult to mill away. They bent instead of breaking. Meanwhile, tools broke because of built-up edge. Part of the problem, Gunnink admits, is that heat treating was overlooked. Delcam received the parts from the additive supplier without realizing that they had not gone through this step. With heat treating, the trees would have been less ductile and likely would have been easier to mill away. What this points to, he says, is the need for planning at the beginning of the additive process and clear communication throughout its steps.
7. Complex machining capability is appropriate.
Initially, the Delcam team expected to machine the manifold parts on a five-axis machining center. The choice later switched to a multitasking turn-mill machine. Either way, a machine tool capable of complex motion was in order—specifically, a machine capable of machining various faces of the part in one setup. Because the part is so close to complete after the additive build, it is tempting to think that a simple machine tool can perform the needed machining—and maybe it can. However, additive manufacturing by its nature is employed to produce complex parts. (The ability to do so is its strength.) That means the workpiece produced in an additive process is likely to require either elaborate fixturing to hold it on a simple machine, or else a machine that is able to maneuver the tool to many positions around its complex geometry.
8. 2D drawings also needed?
Here is one other machining problem the Delcam team encountered: The company’s machine shop overlooked a feature. A support buttress should have been machined away, but the shop kept it in place, mistakenly assuming this to be one of the designed features. The shop had access to the final CAD model and the near-net CAD model, and could compare the two to see what to machine. In spite of this, the feature was overlooked. The communication needed to be clearer than this, Gunnink says.
Ironically, the use of this advanced 3D process might argue for 2D drawings as communication tools. The shop would not have made the mistake had it simply been given drawings with notes and arrows indicating the features to be removed.
9. Lead time is fast, but not lightning fast.
In an additive process, additive is not the only step. For this part, the two additive cycle times were long (55 hours and 80 hours, respectively), but the overall lead time for wire EDM (including delivery to the machine shop, waiting at the EDM machine for this part’s turn and the actually EDM cycle) was even longer. In total, the lead time to make four production parts through additive manufacturing plus postprocessing was about 1 month.
It could easily have been shorter. Using a bandsaw to remove the parts from the plate would have saved considerable time. Also, a compressor failure of the AM machine during this experiment cost days of lead time, but Delcam left this in the total lead time because “stuff happens” (to paraphrase Gunnink) is a part of manufacturing. The larger point still remains: Additive manufacturing includes postprocessing steps, and those steps in themselves might be time-consuming. Additive manufacturing can usually beat the lead time of a process that requires tooling to be made, but depending on the part, AM might not be able to beat the lead time of a process that, for example, involves solely machining the part out of solid stock.
10. Additive manufacturing is real manufacturing.
AM is not just “growing” a part. It’s not that passive. More specifically, AM does not consist of just leaving the part to gradually form through the night so that the completed part will be ready in the morning. When it comes to making metal parts, AM is rarely so simple. Additive is instead a step in a process—an important step in a process that has other important steps—and so additive manufacturing requires process planning, coordination and logistics just like any other part-making approach. This is the most basic takeaway from Delcam’s trial at additive production. Namely: It’s not easy. Just like all other methods for producing a precise, functional component, additive manufacturing benefits from the kinds of lessons manufacturing professionals learn through training and hard experience. In short, the advance of additive manufacturing will create the need for additive manufacturing expertise.







Related Content

3D Printing with Plastic Pellets – What You Need to Know
A few 3D printers today are capable of working directly with resin pellets for feedstock. That brings extreme flexibility in material options, but also requires greater knowledge of how to best process any given resin. Here’s how FGF machine maker JuggerBot 3D addresses both the printing technology and the process know-how.
Read More
What is Powder Bed Fusion 3D Printing?
Whether in metal or polymer, with a laser or an electron beam, powder bed fusion (PBF) is one of the most widely used 3D printing techniques.
Read More
AM 101: What Is Binder Jetting? (Includes Video)
Binder jetting requires no support structures, is accurate and repeatable, and is said to eliminate dimensional distortion problems common in some high-heat 3D technologies. Here is a look at how binder jetting works and its benefits for additive manufacturing.
Read More
How to Build 10,000+ Shot Molds in Hours
Rapid tooling isn’t so rapid when it takes days to 3D print a metal mold, and then you still must machine it to reach the necessary tolerances. With Nexa3D’s polymer process you can print a mold in hours that is prototype or production ready and can last for more than 10,000 shots.
Read MoreRead Next

At General Atomics, Do Unmanned Aerial Systems Reveal the Future of Aircraft Manufacturing?
The maker of the Predator and SkyGuardian remote aircraft can implement additive manufacturing more rapidly and widely than the makers of other types of planes. The role of 3D printing in current and future UAS components hints at how far AM can go to save cost and time in aircraft production and design.
Read More
3D Printing Brings Sustainability, Accessibility to Glass Manufacturing
Australian startup Maple Glass Printing has developed a process for extruding glass into artwork, lab implements and architectural elements. Along the way, the company has also found more efficient ways of recycling this material.
Read More
Hybrid Additive Manufacturing Machine Tools Continue to Make Gains (Includes Video)
The hybrid machine tool is an idea that continues to advance. Two important developments of recent years expand the possibilities for this platform.
Read More