

.jpg;width=70;height=70;mode=crop;format=webp)

Pouring these precast punched windows for the Domino Sugar Refinery apartment complex was a large job for Gate Precast, requiring multiple concrete casts in three different profiles. Durable 3D-printed molds for concrete casting made with Big Area Additive Manufacturing (BAAM) printers have enabled the company to deliver quality precast pieces within a shorter timeline than wooden forms.
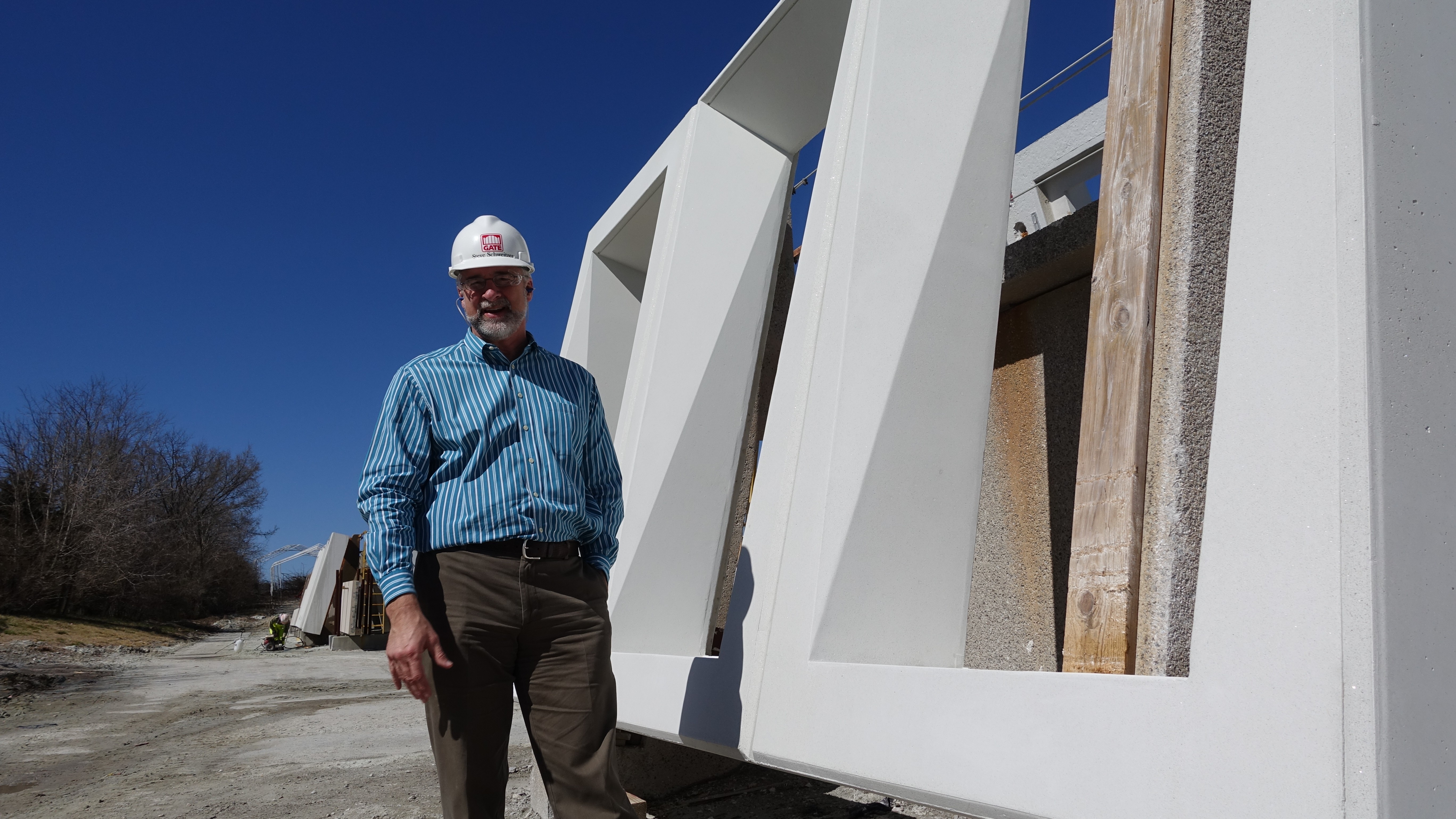
Steve Schweitzer, vice president of operations at Gate Precast’s Winchester, Kentucky, facility stands in front of a precast window set. The repeatability and volume of this job made it a good fit for expensive but durable 3D-printed forms.

For the Domino Sugar Refinery project, Gate Precast is using forms provided by Oak Ridge National Laboratory (ORNL) in Oak Ridge, Tennessee, and Additive Engineering Solutions (AES) in Akron, Ohio. The forms are 3D-printed from carbon fiber-filled polymer and then machined on the critical surfaces.
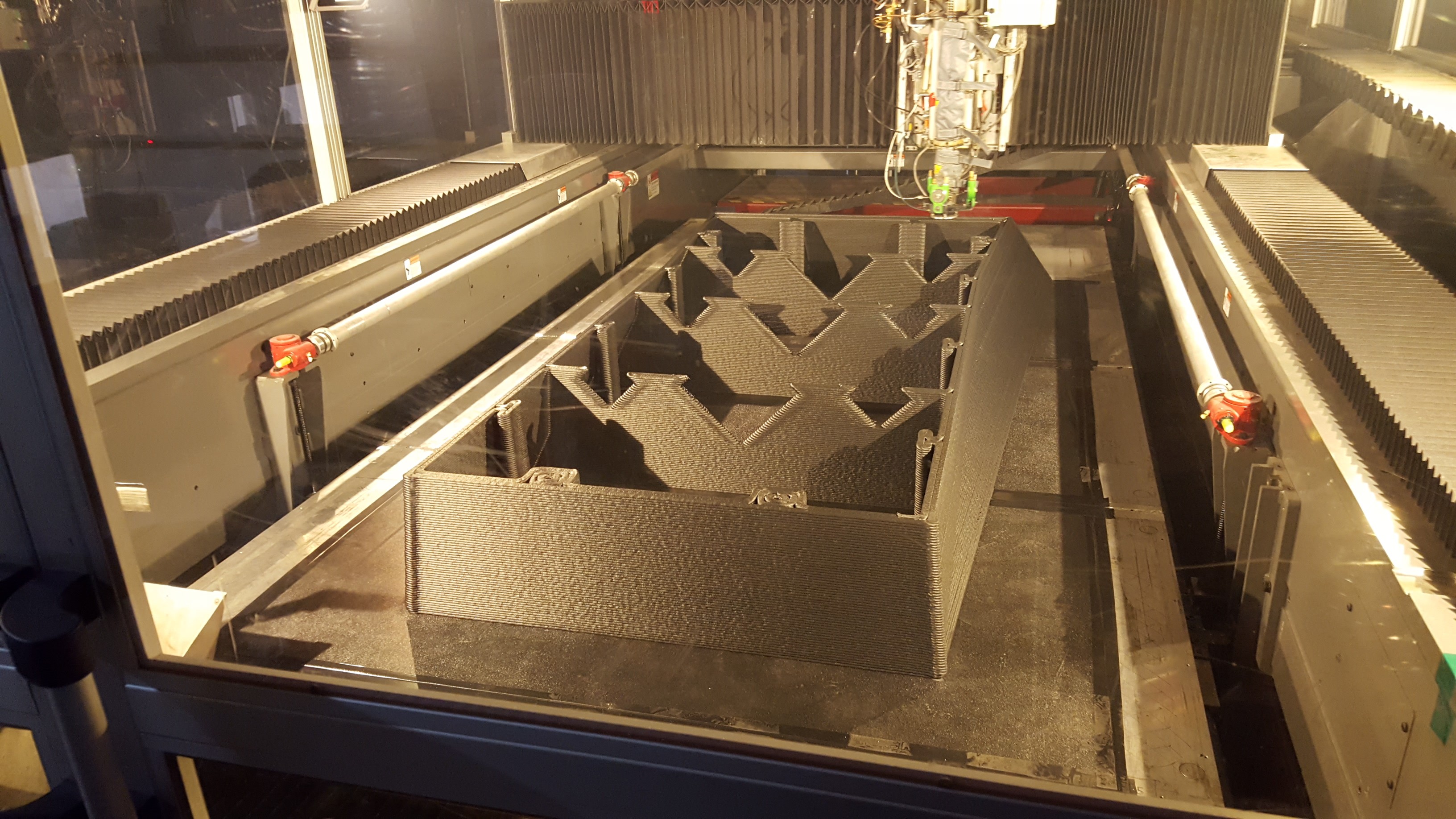
It takes between 8 and 11 hours to print each concrete form to its “as-printed” model in the Big Area Additive Manufacturing (BAAM) 3D printer, says Austin Schmidt, AES president. Image courtesy AES.
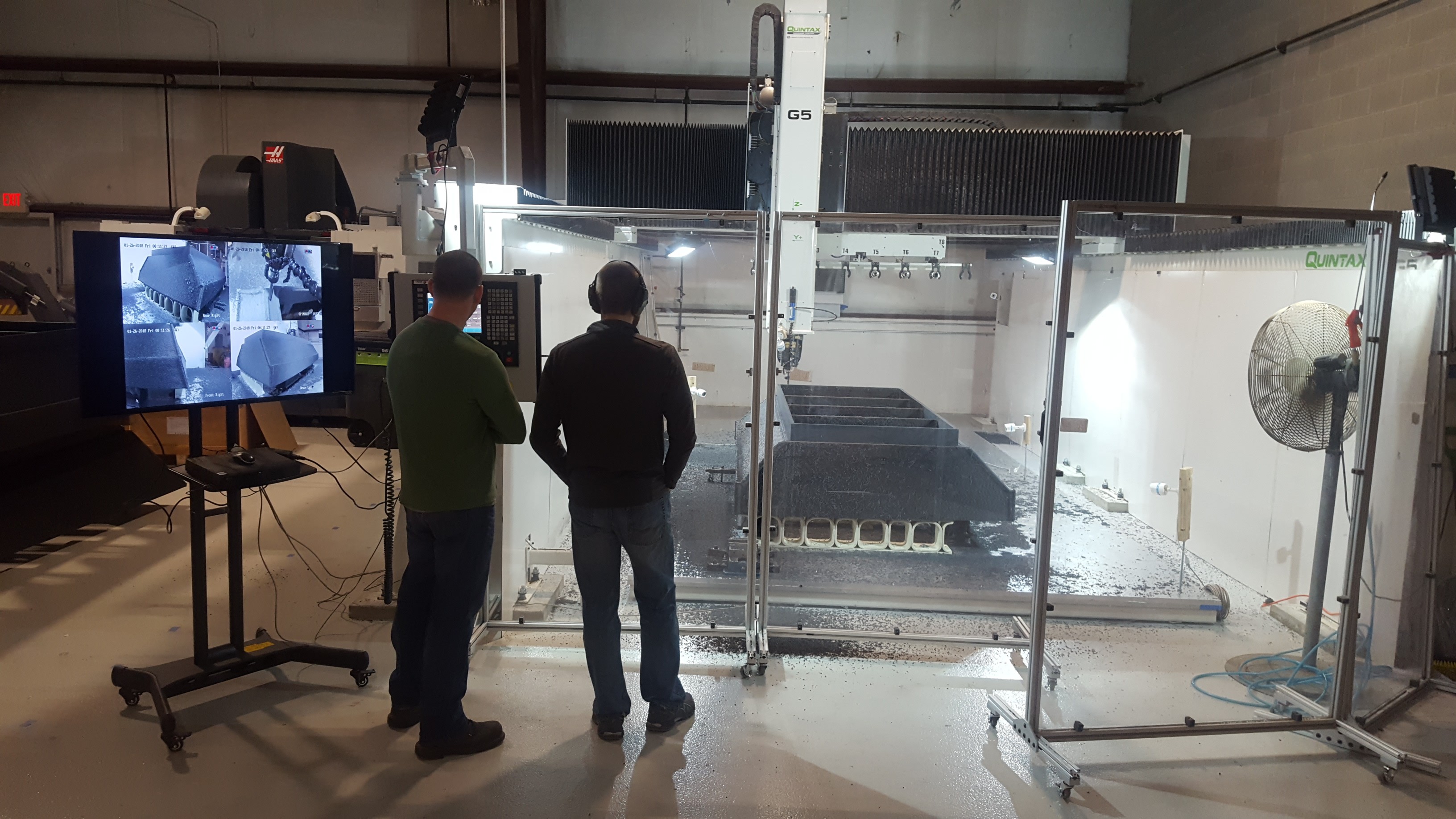
Forms are then cut down to their “as-machined” model using a CNC router. Here, AES’s five-axis Quintax router machines a form. Image courtesy AES.

Gate Precast makes the majority of its concrete forms in its in-house carpentry shop. For the Domino Sugar Refinery windows, it would have cost the company between $1,500 and $1,800 dollars to build each form from wood, and some work would likely have been farmed out to subcontractors.

3D printing is sometimes used for weight savings, but that’s not the case here. The 3D-printed forms (right) weigh 600 to 700 lbs after machining, whereas the wood forms weigh between 400 and 450 lbs. The 3D-printed forms are heavier and more costly than wood at $9,000 each, but last for much longer—up to 200 concrete pours, versus just 15 to 20 for a wooden form. Image courtesy AES.
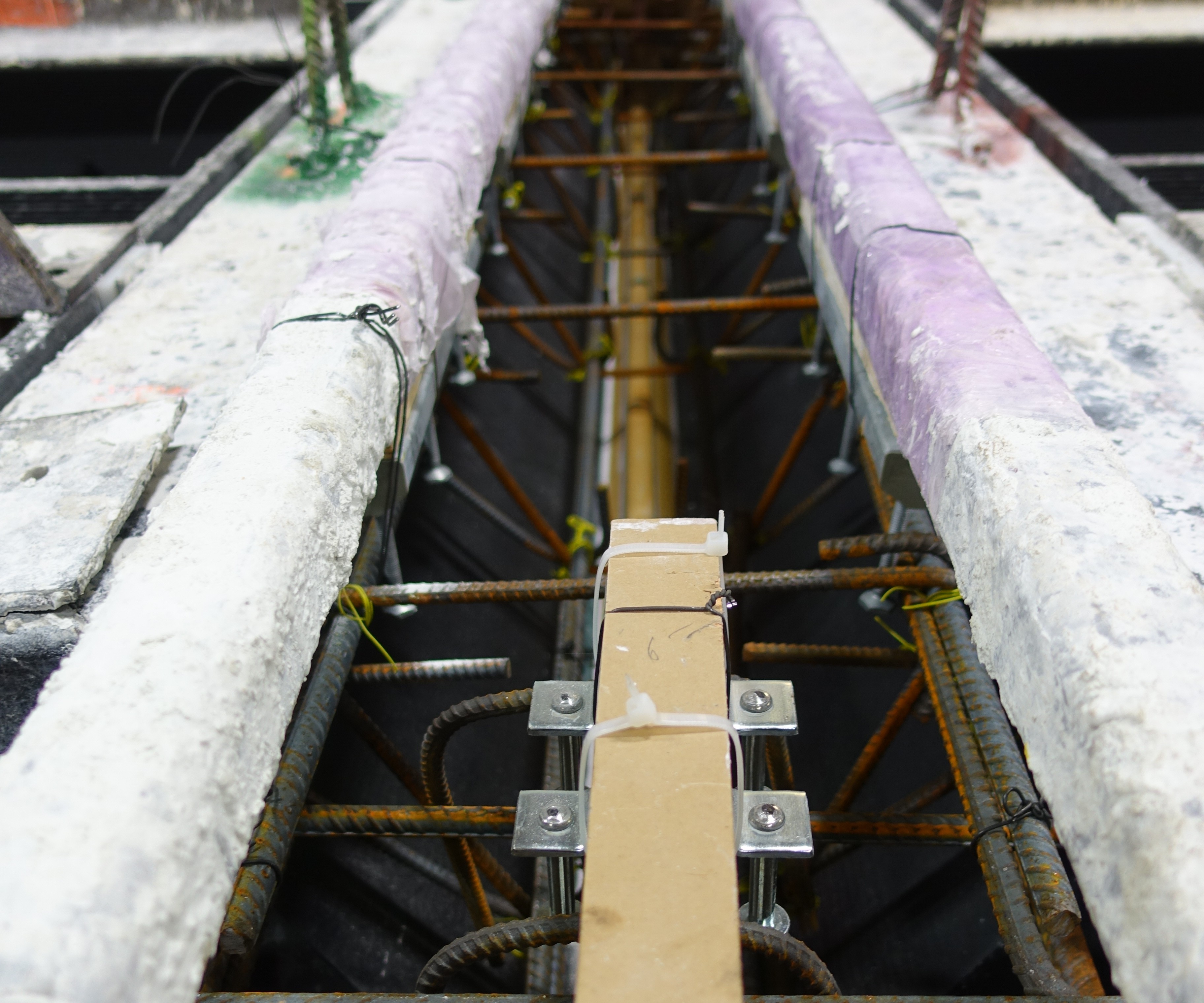
Each concrete pour is reinforced with rebar—more for shipping and handling than structural purposes—and also includes inserts that will be used to maneuver the precast during shipping and handling and then to attach it to the building in Brooklyn.

The windows are poured in sets of three, with plywood serving as the outer wall of the form. Each pour happens in stages, allowing for the vibration of the platform to settle the concrete around the rebar and remove air as the pour progresses.

It takes about three concrete buckets to fill each of the forms, with the final precast weighing between 20,000 and 30,000 lbs. Workers manually position the bucket and smooth the concrete after each addition.

The inserts added to the top of the concrete as it pours end up on the back side of the final precast window frames. Visible here are the lifting inserts (recessed into the concrete surface) that will be used to maneuver the precast, an insert to help bear the vertical load once installed, and the tiebacks that will hold it onto the building.

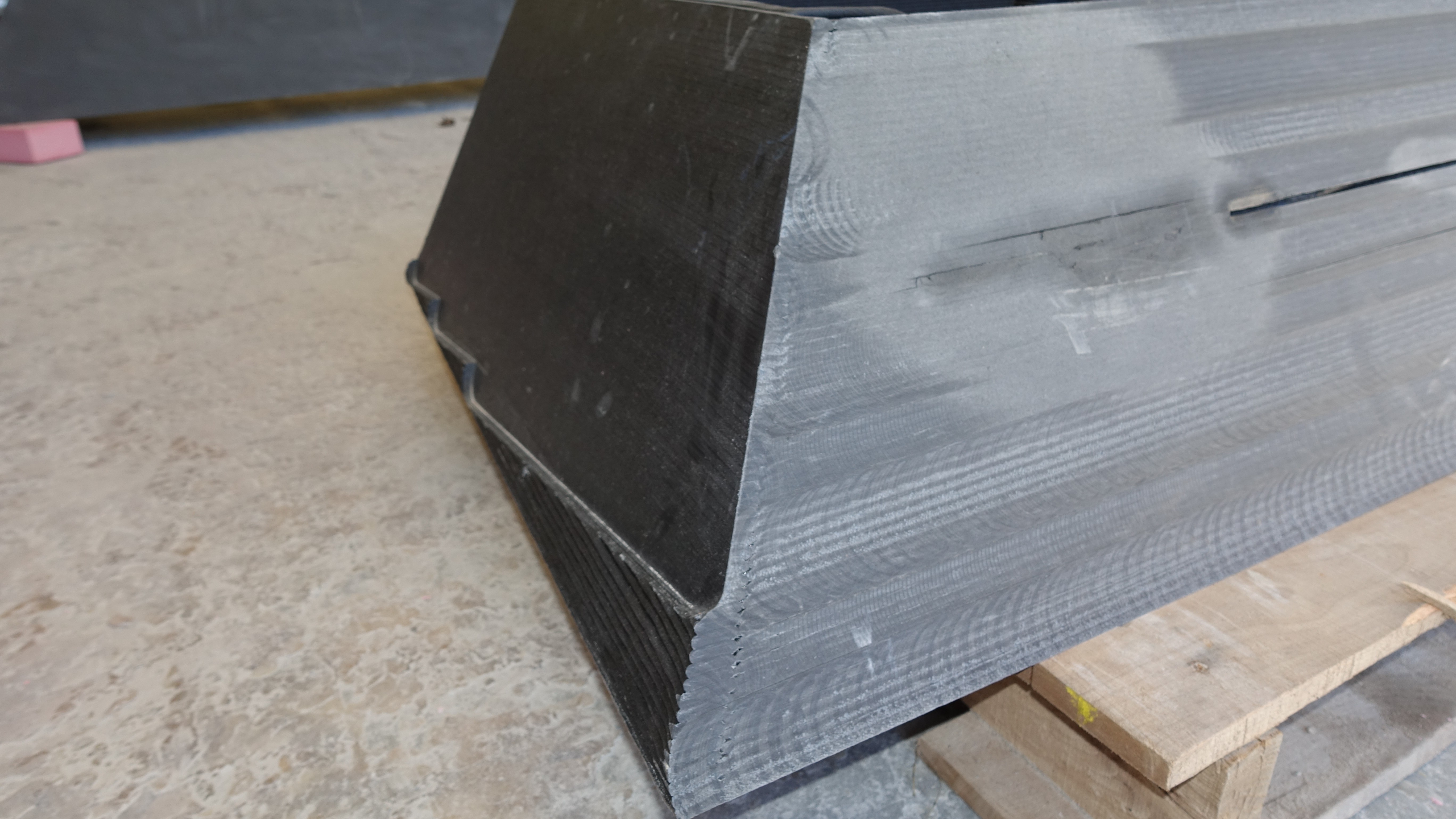
The most significant reason for Gate Precast’s choice to use 3D-printed forms for these precast windows was their durability, but there were other benefits. Here, Schweitzer points out the crisp edge in the unfinished concrete, a noticeable detail that illustrates the improvement and consistency in quality made possible with the 3D-printed forms.

After casting and curing, each precast window undergoes a finishing process. The surfaces are acid washed to remove the top film of concrete, and then certain faces are polished by hand, shown here, to expose the aggregate and create a sparkling effect.

Following finishing and polishing, the precast windows are moved to a dedicated storage area at Gate Precast. Glass will be installed in the frames before they are shipped to New York. This glass installation is a new process for the company, but points to one of the benefits of precast concrete: Fabrication and assembly work can be done in advance, speeding and simplifying construction on-site.
This prototype illustrates some of the issues with the 3D-printed concrete forms that had to be worked out. To avoid a “corduroy” effect in the final concrete pour, it is necessary to use a large bead size and overprint the form, and then machine it down to the proper shape. Gate Precast is still learning how to repair and maintain its 3D-printed forms, which are most prone to breakage along the bead lines, also shown here.

The window profile for the north façade of the Domino Sugar building includes this feature, an indentation that must be supported by the 3D-printed form during the concrete pour and curing stages. Early versions of the form sagged under the weight of the concrete.

It was necessary to 3D print ribbing under the indentation in the form to better support the the feature and resist sagging during the concrete pour and curing.



There are certain applications today where 3D printing makes sense. An injection molder might choose to print a small batch of plastic parts that would be cost-prohibitive to mold. A machine shop might invest in a 3D printer to make jigs to aid in inspecting short runs of parts. A service bureau might rely on 3D printing for product development work, as a way to make prototypes quickly and easily.
What these scenarios have in common is that 3D printing makes it easier to produce a small, custom quantity. A few dozen parts. A couple of temporary fixtures. One prototype. There are exceptions, but manufacturers today don’t necessarily see 3D printing as the solution for repeatable, high-volume jobs.



One of those exceptions is proving to be the precast concrete industry. Gate Precast, a supplier of precast structural and architectural concrete, is finding that 3D-printed tooling is exactly the right solution for a job requiring high repeatability over many concrete pours: manufacturing hundreds of punched windows for the façade of a 42-story building in New York City. For this large-scale project, 3D-printed forms have proved their worth in terms of faster lead times, increased durability and better quality in the end product.
Enter 3D Printing
Gate Precast manufactures precast concrete in nine locations nationwide. Some of these facilities focus on structural concrete—weight-bearing items like the beams and columns that make up parking garages—which is produced with metal forms, often in very large quantities. Others, like its Winchester, Kentucky, plant, specialize in architectural pieces which are typically made in smaller batches.
For most jobs, the Winchester plant builds its own concrete forms from plywood and fiberglass through an in-house carpentry department. These forms are not highly durable, but they don’t need to be. A wood form will start to break down, typically after 15 to 20 castings. But for a typical job where only 5 to 10 castings might be needed, this is no problem. It’s larger jobs that are the challenge, when multiple forms must be built to support many concrete pours—which is where 3D printing comes in.
Oak Ridge National Laboratory (ORNL) brought the idea to use 3D printing for concrete tooling to the Precast/Prestressed Concrete Institute (PCI), the industry’s technical institute and trade association, as the result of a collaborative research project. No printing was involved in that project, which focused on developing a lighter, thinner precast insulated panel. But ORNL is famously a co-developer and user of Big Area Additive Manufacturing (BAAM), the 3D printing system now sold commercially by Cincinnati Inc. that uses fiber-reinforced polymer to rapidly build large structures such as automotive parts and lay-up molds for composites.
ORNL hypothesized that 3D-printed molds might help precasters keep up with demand for concrete forms as master carpenters and form builders retreat from the labor force, while also shortening lead times, offering improved durability and potentially reducing costs. To test these ideas, the lab began 3D printing some test forms in a cornice shape which were then sent to Gate Precast’s Ashland City, Tennessee, plant, where between 30 and 40 cornice segments were successfully cast with no deterioration om the tooling.
The Right Job Comes Along
This testing was taking place around the same time that Gate Precast had won a major new job: the production of punched windows for the Domino Sugar Refinery development. This Brooklyn, New York, development will feature several new buildings and recreational space surrounding the historic Domino Sugar Refinery. One of these new constructions is a 42-story complex that includes office and retail space as well as apartments. Gate Precast is making 993 precast concrete panels for the residential portion at the facility in Winchester, Kentucky. (Its Oxford, North Carolina, plant is making an addition 612 panels for the commercial and retail parts of the building.)
Gate Precast won the Domino Sugar Refinery job with a quote based on the cost of making the forms in wood, but knew that this would be a major undertaking. Just to build the wooden forms would have taken 9 months, says Steve Schweitzer, vice president of operations. It wasn’t a given that Gate Precast would be able to build all these forms itself, and farming the work out to subcontractors would likely drive the price up. But with the success of the cornice forms in testing in Tennessee, 3D printing began to look like a viable option.
3D-printed forms may not be worthwhile for a lot of precast concrete jobs. Architectural precast work, like what the Winchester plant performs, can be small batches and one-offs for which a wooden form can be built quickly and cheaply. But the Domino Sugar Refinery project is a job on a completely different scale, illustrating the transformative possibilities of 3D printing for concrete applications. Casting the hundreds of punched windows needed would demand durability and repeatability from the tooling—two things difficult to achieve with forms made of wood.
Gate Precast approached ORNL and Two Trees, the contractor and owner of the Domino Sugar development, to discuss using 3D-printed tooling for the precast windows. Doing so also meant proposing a design change: reducing the number of different window profiles used on the building to make it cost-effective and practical to 3D print the forms. Fortunately, the owner liked the idea of using an unusual technology in the project and approved the change.
ORNL went to work manufacturing 40 3D-printed forms in five different window profiles at its facility in Knoxville, Tennessee, and eventually Additive Engineering Solutions (AES), a commercial BAAM user in Akron, Ohio, was brought on to help make the forms as well. About half of the forms are being manufactured in each location.
The process starts with developing two CAD models for each mold: an “as-printed” version and an “as-machined” version, says Austin Schmidt, AES president. The “as-printed” model incorporates sufficient stock for the machining process and is fed into the printer as an STL file. Each form weighs between 450 and 750 lbs and takes 8 to 11 hours to print, Schmidt says. Following printing, a large five-axis router machines each form to the “as-machined” model. Light sanding and inspection follows before the forms are shipped to Kentucky.
On one of the largest forms, measuring 104 by 67 by 21 inches, AES enlisted help from Thermwood. The company’s Large Scale Additive Manufacturing (LSAM) system, which features both an extrusion head and five-axis router on independent gantries, made it possible to manufacture this form completely on one machine. (Watch it here.)
Pouring Concrete with a 3D-Printed Form
In practice, pouring concrete with a 3D-printed form is not much different from pouring with a wooden one. The windows are typically cast three together on top of a large platform in Gate Precast’s Winchester facility. The 3D-printed forms actually represent the front and inner sides of the window cavities, with the outer edges formed by removable plywood walls. Both the forms and sides are treated with a form release oil to help with the unmolding process.
Although they are not structural features, the punched windows still require reinforcement in the form of rebar, which helps to support the windows during stripping and shipping. The rebar is set into the empty form before the pour, along with lifting inserts and tiebacks that will serve to enable shipping, lifting and eventually hold the windows onto the building.
An overhead crane carries buckets of concrete to the platform; it takes about three buckets of concrete to fill one of the three-window forms, Schweitzer says, with each concrete cast weighing 20,000 to 30,000 lbs depending on the profile. The pour stops periodically to allow the platform to vibrate and consolidate the concrete around the rebar, removing any air pockets from the face. Once the form is filled, workers manually smooth the top surface of the concrete (which will be the back of the windows) and clear the areas around the lifting and tieback inserts.
Concrete pours take place each day in the afternoon, and then cure for 12 to 14 hours. The plywood walls are stripped from the cast first, and then the concrete pieces are lifted from the forms around 3 a.m. each morning. Each window frame is manually cleaned with an acid wash spray that exposes the sand in the mix. Then, some of the front faces are polished to expose the sand and aggregate. The resulting finish sparkles—quite intentionally—like sugar cubes.
Finally, before shipping the panels off to Brooklyn, Gate Precast is also installing the glass for many of the windows. This is a new assembly step for the company, says Schweitzer, but a good example of how precast concrete can provide savings in cost and labor by shifting assembly tasks off-site.
Lessons Learned
Getting to the point of producing windows with these forms took a bit of R&D. Pours on early 3D-printed forms resulted in what Schwietzer calls “the corduroy effect”—visible bead lines from the 3D print that transferred into the concrete. ORNL solved this problem by increasing the bead size in the BAAM and overprinting the forms so that the excess could be machined down to a smooth surface. Gate Precast also discovered that the bottom faces of the forms were not necessarily square as-printed, so the manufacturers have to flip each form after milling the walls to then CNC the bottom to a flat surface.
AES also cites thermal distortion as a challenge in working with parts of this size. “Even though we are using carbon fiber-filled ABS, the parts still have a tendency to warp slightly,” Schmidt says, “and that must be accounted for during the design process.” (Like Gate Precast, AES typically deals in small quantities but has benefited from the repetitive nature of this job. Manufacturing multiple pieces that are very similar “has given us the ability to really hone in our process,” Schmidt says. “This was a welcomed bonus as we are usually making one-off parts.”)
There were also challenges with some specific features. For instance, one of the window profiles has an indentation in the frame which must be supported by the 3D-printed form. Early forms lacked reinforcement under this feature, and the weight of the concrete caused sagging in the form and final product. It took about half a dozen design iterations to achieve a workable solution, Schweitzer says. The forms for this profile now include ribs under the indentation to support the concrete during the pour and curing process.
Maintenance has also been an ongoing process of discovery. While the 3D-printed molds are far more durable than their wooden counterparts, they still require regular maintenance as they age. “We know we’re going to ding it up,” Schwietzer says, so “How do we repair it?” is a necessary question to answer. The most common maintenance issue is separation of the 3D-printed layers at the bead line, which Gate Precast mitigates with Bondo (commonly used on the wooden forms as well) and the use of a heat gun to deposit polymer pellets (which are then sanded down to a smooth finish).
A Piece of the Pie
Gate Precast estimated that each wood form necessary for the Domino Sugar building would cost between $1,500 and $1,800, and require substantial skill and labor to produce. With the sheer volume of forms needed, this approach would have been costly and time consuming. In addition, a wooden form would be good for about 15-20pours before requiring maintenance or scrapping.
Each 3D-printed concrete form, by contrast, costs about $9,000—by no means a small investment. However, this project should show that a printed form can support as many as 200 concrete pours in its lifetime. For the consistency and high volume required on the Domino Sugar project, the repeatability and durability of these forms makes sense. The 3D-printed forms also provide an aesthetic benefit: Compared side-by-side with concrete casts made on wood forms, the 3D-printed precast window frames can be smoother, with sharper corners.
The project has gone so well so far that PCI has been using Gate Precast as an example for its members. The Winchester plant has hosted several groups of precasters who are interested in seeing how 3D printing can support their work. These tours include representatives from companies that could be considered Gate Precast’s competitors—but that doesn’t worry them.
“Our competitors are not other precasters, but cast-in-place concrete and other materials,” Schweitzer explains. For Gate Precast, “It’s about getting a bigger piece of the building pie, not just the precast pie.” The 3D-printed forms for the Domino Sugar windows are providing proof of concept that could win more of that pie for precast concrete.







Related Content

“Mantis” AM System for Spacecraft Uses Induction for Deposition
The metal 3D printing system melts wire without lasers. 30-foot-diameter parts are built on a rotary-feed system that eliminates the need for a large machine frame or gantry.
Read More
The World’s Tallest Freestanding 3D Printed Structure
Dimensional Innovations paired additive and subtractive manufacturing to create a monument for the NFL’s Las Vegas Raiders new stadium. The “never been done before” project resulted in the world’s tallest freestanding 3D printed structure.
Read More
Evaluating the Printability and Mechanical Properties of LFAM Regrind
A study conducted by SABIC and Local Motors identified potential for the reuse of scrap reinforced polymer from large-format additive manufacturing. As this method increases in popularity, sustainable practices for recycling excess materials is a burgeoning concern.
Read More
10 Important Developments in Additive Manufacturing Seen at Formnext 2022 (Includes Video)
The leading trade show dedicated to the advance of industrial 3D printing returned to the scale and energy not seen since before the pandemic. More ceramics, fewer supports structures and finding opportunities in wavelengths — these are just some of the AM advances notable at the show this year.
Read MoreRead Next

Ohio Business Sees Big Possibilities in BAAM for Tooling
A new startup built around a large-scale 3D printer aims to offer short lead times for large industrial tools.
Read More
Video: LSAM Speeds Production of Concrete Tooling
Thermwood’s dual-gantry Large Scale Additive Manufacturing (LSAM) 3D printer with CNC router printed and trimmed a large concrete tool with fewer setups.
Read More
Hybrid Additive Manufacturing Machine Tools Continue to Make Gains (Includes Video)
The hybrid machine tool is an idea that continues to advance. Two important developments of recent years expand the possibilities for this platform.
Read More