
Ohio Business Sees Big Possibilities in BAAM for Tooling
A new startup built around a large-scale 3D printer aims to offer short lead times for large industrial tools.

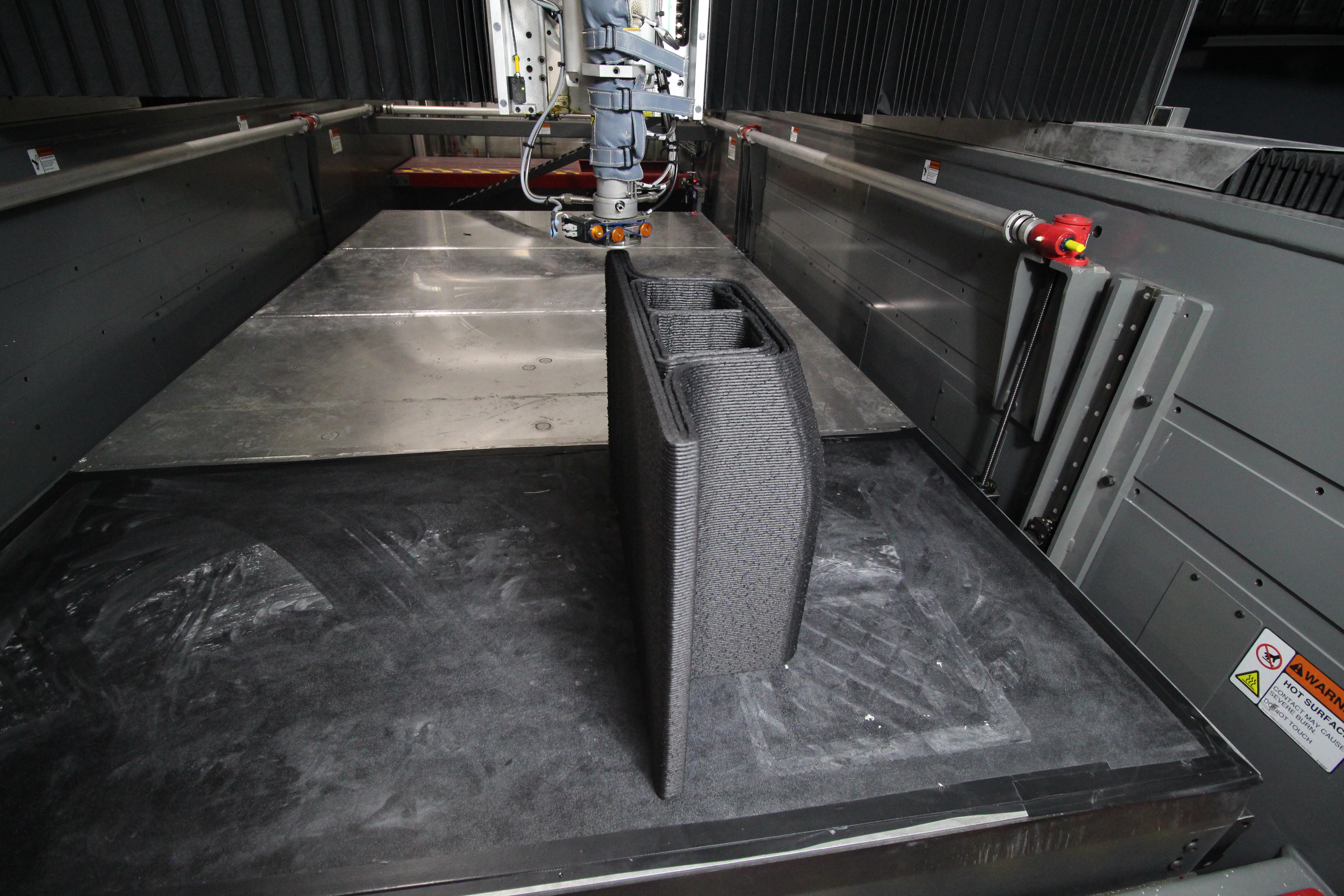
Vertical travel has proven valuable on this machine. Because 3D printing tooling forms along the X-Y table would generally mean adding support structures, tools are frequently printed with their length oriented in Z instead.
Source: AES
Vertical travel has proven valuable on this machine. Because 3D printing tooling forms along the X-Y table would generally mean adding support structures, tools are frequently printed with their length oriented in Z instead.
Source: AES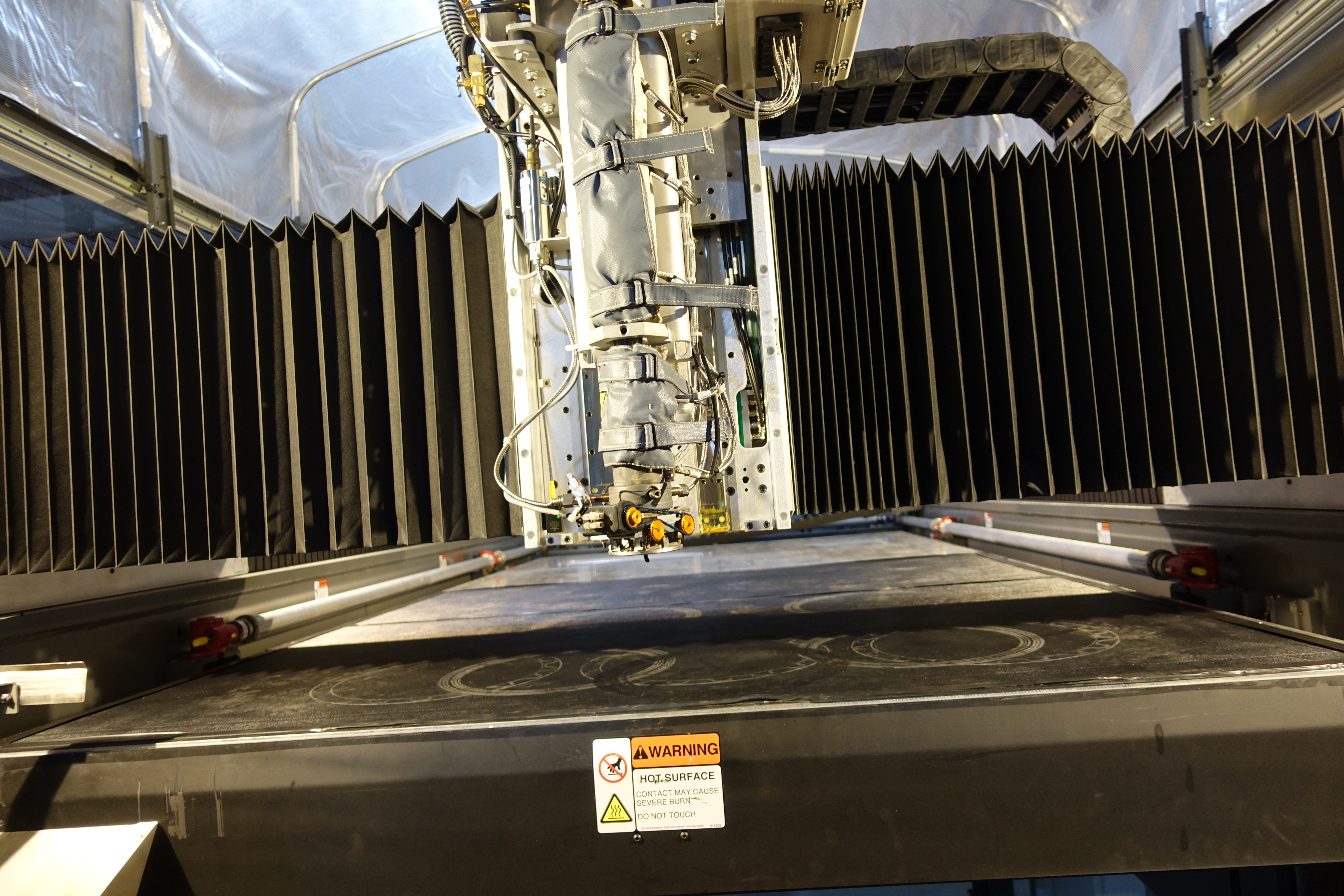



Additive manufacturing is a frontier. The commercial advance of this technology is still new enough that there remain applications yet to be cultivated, niches yet to be found, profitable territories still to be explored and settled for the first time—and Additive Engineering Solutions is an illustration of this. To my knowledge, this Akron, Ohio, firm is the first contract manufacturer to be dedicated to providing large-scale additive manufacturing services for tooling. Once I first saw the 12-foot-long Big Area Additive Manufacturing (BAAM) machine in AES’s newly opened facility, along with some of the large 3D-printed parts the machine had made and the open floor space beside the machine being prepared for a five-axis CNC router, I offered a simple confession to the two millennial-age cofounders of the company.
“I envy you guys,” I said.




Andrew Bader and Austin Schmidt stand in front of the Big Area Additive Manufacturing machine that is the basis for their business. Photo Credit: AES
One of those cofounders, Austin Schmidt, left a promising position to undertake this venture (and this adventure). He was formerly part of the very active additive manufacturing group within Caterpillar, and I first met him in that role. Unbeknownst to me, he was already processing through his feelings about large-scale 3D printing when I first shook his hand. He had initially seen the BAAM machine, produced by Cincinnati Incorporated, at the 2014 International Manufacturing Technology Show (IMTS), where the machine was producing the components of a 3D printed car. I then met him in 2015 when he attended our Additive Manufacturing Conference (now Formnext Forum). The conference that year was held in Knoxville, and it included a visit to Oak Ridge National Laboratories, a BAAM user able to speak in detail about the machine’s application and capabilities. After the interaction with Oak Ridge, Schmidt became convinced that large-scale 3D printing technology had promise, and even promise he wanted to help realize.
Specifically, he believed it has promise for tooling. That IMTS demo had the machine making car parts. Fine, he thought—except auto parts are generally made in high volumes. Conventional processes are good at that. Meanwhile, certain large industrial components are produced in very small quantities. These are the jigs, dies, fixtures and layup tools used to make end-use parts in automotive, aerospace and other sectors besides these. The chance to reduce the lead times for these tools by producing them on a 3D printer big enough to accommodate them could be welcome news to many different types of customers reliant on many different types of tooling.
His friend Andrew Bader was easily brought around to seeing this as well. Part of the family owning OGS Industries in Akron, the metal stamping and fabrication house founded by Bader’s grandfather and now run by his father and uncle, Andrew had already been working with Schmidt within a fledging, after-hours version of Additive Engineering Solutions. Their little moonlighting company provided 3D printing services using desktop 3D printers. For this company to commit to BAAM would represent a dramatic scaling up in more ways than one.
The two brought a proposal for what they wanted to do to Bader’s family. Coming to see the same promise they did, Bader’s elders in OGS agreed to back AES through financial investment and administrative support—a crucial foundation for the small firm that now lets its co-founders focus almost entirely on exploring, advancing and winning business for the additive capability.
But these two together were not quite enough. Schmidt is the engineer, Bader the sales and marketing person. To interact with them for just a moment leaves no doubt which is which—their vibes are that different, and their strengths that complementary. However, both know metals. They have experience that grew within metalworking. The BAAM machine is a polymer 3D printer able to produce hard, resilient tooling using material such as carbon-fiber-filled PPS that is 50 percent carbon by weight. For the application of such materials, they would need a materials expert. They hired Clark Patterson, a 25-year plastics veteran who has worked for both a maker and a user of industrial 3D printers.
I spoke with all three together during my recent visit to AES’s facility. Schmidt, Bader and Patterson talked about the promise of going big with polymer 3D printing, and they had just as much to say about the challenges.
Tooling Types
Here is partial list of the varieties of large tools that the three say can now be produced efficiently through large-scale 3D printing. The company has not delivered tools of all of these types (at this writing, there have been two completed and billable jobs for big tools), but in conversations with prospects, the team has had the chance to explore all of these viable possibilities for big-area AM:
Aerospace tooling, such as jigs used for large assemblies.
Layup tools for composites, with the right choice of material potentially producing an autoclavable tool with low thermal expansion, says Patterson.
Ancillary tools for composites, such as trim fixtures or gages.
Stretch forming dies.
Hydroforming dies.
Stamping dies, though here the use would be for short runs of stamped parts, says Bader. A traditional steel die would last much longer, but the 3D-printed die could be produced more quickly—in weeks instead of months.
Concrete molds, an unusual opportunity that might open the door to organic, contoured concrete structures.
Plus, potentially anything made of tooling board, Bader says. Because BAAM produces a form within 1/4 inch of net shape, machining needs are slight. The 3D printing can therefore potentially compete on both speed and price against applications in which a considerable amount of tooling board has to be milled away.
For all these tools, AES looks for jobs in which the tool is at least 8 square feet along its largest plane. Referring by name to a well-known industrial 3D printer at conventional size, Schmidt says, “If the job can fit into a Fortus 400, then it is probably too small for us.” This is not just because the big 3D printer needs big jobs to cost-justify it, but also because of the material deposition rate. Bead width on the BAAM is no smaller than 0.1 inch (generally much bigger than this), and the material deposition rate can be as high as 80 pounds per hour. The machine needs to build forms big enough to take all this material.
Vertical travel has proven valuable on this machine. Because 3D printing tooling forms along the X-Y table would generally mean adding support structures, tools are frequently printed with their length oriented in Z instead. Photo Credit: AES
One option on the machine has proven invaluable: Z height. AES opted for a tall version of the BAAM that offers 6 feet of envelope in Z above the 12 by 5.5 feet in X-Y. This height is important because of the challenge (the impossibility, in fact) of 3D printing unsupported overhangs. A user of machine tools who looks at AES’s machine might naturally assume that big tools span across the big table as they would on a milling machine. But no. Printing a tool instead in cross-sectional layers—that is, printing it vertically—is often the only way to produce it without having to add cost and time by designing added supports into the form. Thus, big tools often leave most of the table area untouched, rising instead like towers beneath the extruder as the Z travel of the table descends.
Minimum Time
Schmidt says there have already been many lessons learned in applying BAAM. Some involve preparing for the build in software. Some involve accurately conveying the possibilities to customers and getting them to see the promise. But two lessons he points to specifically involve the physics of 3D printing in plastic at large scales.
One of these lessons is easy to understand: shrinkage. This becomes a big deal at big sizes, he says. While a shrink envelope of 0.5 percent might be a slight to negligible concern on a typical 3D printer, that same shrinkage affecting a 5-foot-long tool might violate the tool’s tolerance. Compensating for this dimensional change by strategically oversizing the part model—that is, oversizing it differently in different regions, according geometry and orientation—is an important engineering consideration.
Another challenge, and an area in which he is still learning, relates to a variable that really only manifests when the 3D printing gets large. The minimum layer time is a factor with which he now routinely contends, he says.
At issue is the large bead size of the additive extrusion, and the large resulting layer. This layer needs a minimum amount of time in order to set, partially solidifying to the extent that it can support the weight of the next layer. At the extreme, this time to set properly might be longer than the time to deposit a layer, meaning the head should dwell after adding each layer. Build too quickly and unstable layers will droop, causing the part to cave in or collapse. When a build fails, says Schmidt, this is generally the reason.

Machining is necessary to complete almost any tooling job. When I visited, the firm’s five-axis router was soon to arrive. Machining work to date has been done at the machine tool supplier’s facility nearby.
Photo Credit: AES
But then, building too slowly is also a problem, because the layers that have solidified too much won’t offer sufficient adhesion to the next layer. Therefore, there is a precise window of acceptable layering time, and this window not only varies considerably from material to material, but also varies by geometry. As AES develops expertise with large-scale AM, the gradual mastery of this variable is part of what that expertise will entail.
Customer jobs the company is working on are confidential, but a 3D-printed composites layup tool the company recently made for its own use illustrates both the promise and the peril of the capability. The tool was meant for exhibit at an aerospace-industry trade show. The idea was to show the tool and the composite part it was used to make as an example of an application. Bader and Schmidt thought they had plenty of time to make the tool, and they did—until the tool warped during printing because of a minimum layer time error. Thus, this very job demonstrated the peril.
But here came the promise: With only a few days left before the opening of the out-of-state show, Schmidt redesigned the tool geometry to avoid the problem area. The tool was successfully printed in hours, then machined on a five-axis router from Quintax like the one AES will soon obtain. Then it was sent out for composites layup by NONA Composites. (For the sake of travel time, it helped that NONA and Quintax are also Ohio companies.) All told, the entire process from CAD model to finished composite part took place entirely within 72 hours, a timeframe that would be challenging to say the least with conventional tooling. That window was even tighter than what the AES team had expected. The quick turnaround hints at the responsive role this team is getting ready to play for tooling customers, and the kinds of previously unimagined opportunities that this pioneering company is preparing to find.







Related Content

How 3D Printing Will Change Composites Manufacturing
A Q&A with the editor-in-chief of CompositesWorld explores tooling, continuous fiber, hybrid processes, and the opportunities for smaller and more intricate composite parts.
Read More
Video: Reinforcing (and Joining) Parts After 3D Printing
Reinforce 3D has developed a method that can be applied to strengthen 3D printed parts by feeding continuous fiber and resin through them. The technique also enables joining parts of various materials and manufacturing methods.
Read More
To Improve Performance of Compression Molded Composites, Add 3D Printed Preforms
9T Labs' Additive Fusion Technology enables the manufacture of composite structures with as much or as little reinforcement as is necessary, using 3D printed continuous fiber preforms to add strength just where needed.
Read More
Next-Gen Horse Trailers to Be Built With Robotic 3D Printing
Double D Trailers is currently developing a prototype horse trailer that will be made with large-format additive manufacturing. The technology brings potential benefits for labor, weight and design features to this subset of recreational vehicles.
Read MoreRead Next

3D-Printed Tooling Offers Durability for Precast Concrete
As an alternative to wooden tooling, 3D-printed forms for precast concrete are proving to be more durable and better able to support a large-scale renovation project.
Read More
Checking in with Additive Engineering Solutions
Partnerships continue to be critical to the success of the first commercial user of BAAM technology.
Read More
At General Atomics, Do Unmanned Aerial Systems Reveal the Future of Aircraft Manufacturing?
The maker of the Predator and SkyGuardian remote aircraft can implement additive manufacturing more rapidly and widely than the makers of other types of planes. The role of 3D printing in current and future UAS components hints at how far AM can go to save cost and time in aircraft production and design.
Read More