Finally, a Metal Additive Manufacturing System That’s Built for Production
Sponsored ContentFor metal additive manufacturing to become a viable alternative in a production environment, it must have the process controls expected of other manufacturing processes. That technology has finally arrived.



Additive manufacturing grew up in the prototyping and tooling business. But there is a very big difference between making one-off or short-run parts with a 3D printer and being a proven manufacturing process in volume production applications. To consistently meet the quality and productivity standards we expect of other processes, a very different approach to AM is required to remove the process variability that has prevented additive from achieving broader adoption in volume parts manufacturing.
What’s required for metal additive manufacturing to be viable in production?
- It must be predictable. You can’t afford to spend hours, or days, with a trial-and-error process to make the first qualified part.
- It must be faster. A premium is put on reducing build times, which is why multi-laser machines are becoming increasingly used in production work.
- It must be accurate. At higher speeds and with more complex parts, better process controls are required to consistently produce quality parts with less post-processing or rework.
- It must dependable. In a production environment lasers will be on nearly all the time in order to provide the necessary throughput. They need to be reliable and easy to service.

That’s the approach that Velo3D is taking with its powder bed metal additive manufacturing system. Designed from the ground up for production work, this system begins with an integrated process simulation that will generate accurate build programs the first time. Then it applies a variety of in-process controls to assure quality and consistency are maintained across multiple part runs.
As this video demonstrates, the Sapphire system can efficiently process multiple parts at a time that free float in the bed of powder.
Building Metal 3D Additive Parts Without Supports
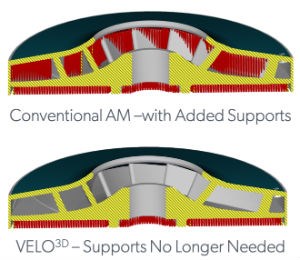
Velo3D's systems shatters the "45 degree rule." Part features with angles as low as 10 degrees can be printed without the need for supports.
Velo3D’s Sapphire System for metal laser powder bed fusion AM has been in development for years and intended from the start to be for volume production. What Velo3D is best known for is the ability to build low-angle geometries without supports that must be removed later in post-processing. Where conventional powder bed AM machines will typically require supports for angles below 45 degrees, the Sapphire 3D printer can handle angles as low as 10 degrees, enabling geometries to be built that were once considered impossible. It can also build large inner diameters up to 40 mm (1.57”) without need of supports, as compared to 10 mm with conventional AM.
Velo3D is able to do this through hardware improvements relative to existing metal AM printers (such as a non-contact recoater system which is tolerant to metal protrusion in the powder bed) as well as its its Flow™ software that decomposes the geometry into characteristic features which get assigned the optimal process. More on this below.
Removing Obstacles to Production
A major obstacle to metal AM cost-effectively doing volume production has been reliability of the process to maintain build quality over time. A laser powder bed machine can drift from its optimal settings in a surprisingly short period of time, particularly in production applications and with multi-laser machines.
For example, laser spot size has a dramatic impact on performance. A 2-3X change in spot size can easily happen by accident due to bad calibration, gas flow, or other factors.
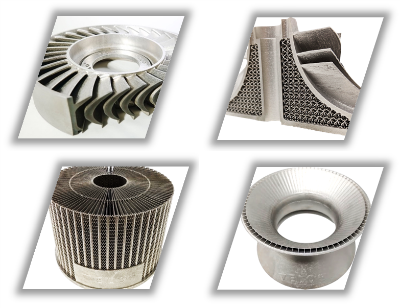
SupportFree metal AM offers geometric enablement that was impossible before. Shown here (clockwise from top left): stators and blisks, radial turbine wheel, regenerative nozzle, heat exchanger.
Until recently, there was no practical way to measure spot size drift within a powder bed machine itself. Common practice has been to bring in a calibration technician every 3 to 6 months using external instruments to restore the 3D printer to precise working order.
Velo3D’s solution to this is an integrated metrology system that measures critical process variables and then automatically recalibrate the machine. The calibration routine measures for precision and consistency across 49 spots within the machine’s working envelope. It can be run at any time by an operator pretty much with the touch of a button. The Sapphire 3D printer also automatically checks the level or life of consumables – such as filter, sieve and powder supply – before every build and displays the information on the machine monitor.
Another factor with production multi-laser systems is the quality of the stitching between adjacent surfaces of different laser heads. The lasers must be perfectly aligned to create a smooth, seamless surface. Even a difference of 50 microns is discernable and can adversely affect the structural integrity of the part.
Moreover, the X-Y alignment can drift as the build progresses along the Z-axis and therefore it’s necessary to have in-situ tracking and make corrections to ensure alignment across the entire build. Without in-situ tracking, there is the possibility of creating serious flaws in the final part that will likely demand rework or additional post processing.

Velo3D’s sensor system solves this problem real time with in-process monitoring of the spot overlay of adjoining lasers across some 500 spots of the workpiece surface on each layer of the build. When misalignment is detected it is automatically adjusted in the control system. This is a means, not just to make a single part to higher precision and surface quality, but to consistently maintain that quality across multi-part runs.
It’s these kinds of capabilities that separate metal additive manufacturing 3D printers designed for prototyping from a truly robust system built for production. Here are some more:

Processes Under Control
There are a lot of things going on inside the build chamber of a 3D printer that affect the quality and consistency of a metal AM process. One is the quality of the operating atmosphere. If oxygen is present, it can react with the material, limiting powder reuse and possibly producing inconsistent mechanical properties in the part. An inert atmosphere is better for many materials, which is why the Sapphire design limits oxygen to less than 1 ppm and applies constant humidity monitoring.
Gas flow is important as well because residual soot particles can blur the laser beam, degrading the intensity of energy directed into the powder. The conventional approach is to direct laminar gas flow across the surface of the powder bed. However, laminar flow does not necessarily equate to uniform flow, and uneven gas flow leads to soot build-up, inconsistent mechanical properties and surface roughness. This is why the Sapphire printer applies high volume, high velocity uniform air flow with real-time process validation. This provides the ability to constantly run at high laser power.
Still more process validation comes from the system’s ability to constantly monitor the heat of the melt pool. More than just a sensor, the system provides root cause analysis of deviations from normal that pinpoints defect areas and helps the user understand how and why the defect was caused.
Another factor affecting powder bed yield is the non-contact recoater blade. This is the device in a powder bed machine that, once a new layer of powder is added, sweeps across the surface to planarize above the part and then uniformly remove the remaining powder to get down to the actual workpiece. Contact recoaters are wear parts that create part orientation issues and if not managed carefully can result in collisions with protruding part features. To enable Sapphire’s non-contact blade, the machine provides a full XYZ map of the part and powder bed at every layer to prevent collisions. It can detect powder bed streaks as well and auto-correct by running a cleaning cycle through the recoater to release stuck particles.
Finally, for high-volume production you can constantly be stopping to the clean the laser window, which in some cases can be after every build. The Sapphire window typically only requires cleaning once every three months. Or, it can be cleaned on an as-needed basis based on direct measurements of the beam stability which the system can compute automatically.
The Flow software quickly generates printing routines that are first-part perfect 90% of the time.
Generating Predictable Outcomes
One of the greatest challenges of metal AM is creating a build process that generates a part that matches the design intent. It’s not just about placing material where it’s supposed to be. It’s about anticipating the warpage that’s a natural consequence of material solidification, and altering the build geometry so that the final part finishes in spec. Without powerful software to aid this function, generating the first conforming part can be a lengthy process of trial and error.
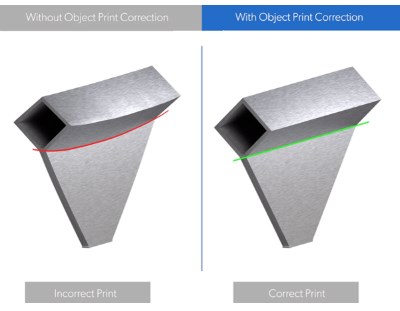
The Flow software predicts process induced warpage and automatically adjusts print routines accordingly.
This is what Velo3D’s Flow™ Software does. Once a 3D CAD file is imported the software’s simulation engine automatically analyzes the design, predicts deformation in the print, and generates a compensating build routine that the company says typically results in a first part success rate of 90 percent. The software can recognize many part features and apply an optimized build process to each independently. It can also predict part risks and failures, validating the execution feasibility of the print prior to starting the build process.
This generative approach to process development can be run almost entirely in an automatic mode. But it also provides the user the ability to isolate surfaces and features in the part to further optimize the build cycle. You may want to run as fast as possible for non-critical features to increase throughput, for example, or go slower in some areas to generate a better surface finish.
Bottom line, the Flow software both dramatically reduces the time necessary to create new build routines and increases the likelihood that the very first part comes out right. Add in all the other elements of process and quality control built into Sapphire, and you have a metal additive manufacturing system where the 500th part is just like the first. And that’s what you need for AM volume production.
Go to Velo3d.com for more information on the Sapphire System for Metal 3D Printing and Flow Software.




