
Does AM Favor Integration?
Arconic, one of the companies launched in the separation of Alcoa, combines operations from metal powder production through postprocessing within a single company. Additive manufacturing perhaps uniquely benefits from bringing this range of capabilities together, since success in AM relies on more than 3D printing.

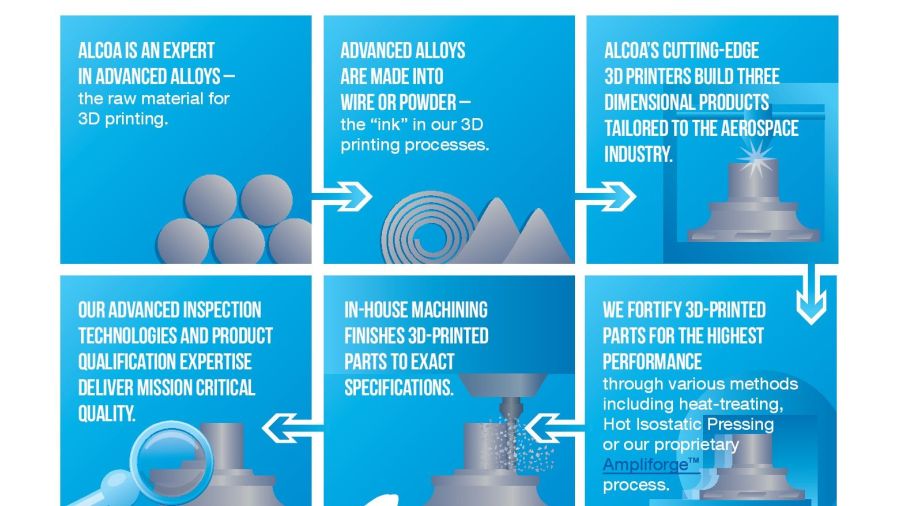
This graphic created by Alcoa illustrates the various important steps both before and after 3D printing. The soon-to-be Arconic will offer not just 3D printing, but all of these related processes as well.

The company is investing $22 million in Whitehall, Michigan, to increase its hot isostatic pressing capacity for metal 3D-printed parts.
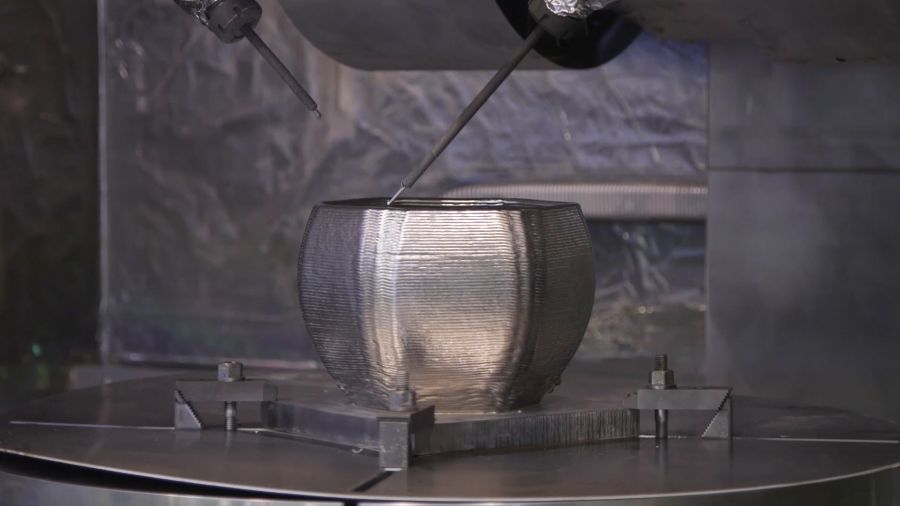
One of the metal AM capabilities at the company’s Pittsburgh-area site is electron beam additive manufacturing.

An example of a 3D-printed metal part made by Alcoa, this vent cap was manufactured for the Orion spacecraft test flight. Aerospace offers obvious opportunities for additive, but Arconic will realize AM’s promise in other markets as well.
Share
Read Next



What are the variables that might be fine-tuned to affect the output of an additive manufacturing process making a production metal part?
On a powder-bed machine, those variables include the laser power, the scan speed of the laser and the temperature of the powder bed. Any of these variables might be adjusted to affect the performance of the process and the quality of the part. Similarly, in a powder-fed or wire-fed process, laser power is also a factor. So are the traverse rate of the head and the thermal and mechanical characteristics of the surface being built upon.



However, these lists are incomplete. The factors just cited are all tunable considerations at the machine itself. Is it not also true that properties of the raw material—its chemistry and consistency—also affect the character and the quality of the additive build?
Of course this is true. In fact, while the nature of the initial material affects the quality of the part in any metalworking process, additive manufacturing is particularly sensitive and responsive to the characteristics of the input stock. Researchers are learning that the microstructure and final properties of a part made through AM can be influenced to a fine degree by the initial stock’s properties. And AM users already know that different processes and different types of machines can favor different recipes of the same metal alloy. As a result, when it comes to additive, our sense of how much control and intercommunication there should be among various steps in the process chain probably should not be informed by other metalworking processes. The applications that go the farthest in realizing the promise of AM—including both control over geometry and control over the formation of the material—might be those that bring together a larger scope of processes and a larger range of disciplines than we are accustomed to seeing in one organization.
That is the belief Alcoa has pursued. Through both investment and acquisition in recent years, this company known for metals has developed a broad range of additive manufacturing capabilities, including knowledge and capacity in most of the established metal additive processes. Meanwhile, it has also expanded its capacities in complementary process capabilities ranging from powder atomization to machining to hot isostatic pressing (HIPping). As a result, the company now has the in-house expertise and resources necessary to engineer and control essentially every aspect of an AM application. It can, for example, create a powder tailored to the needs of the application; develop the process for that powder within a particular machine; grow the part; complete the part via secondary processes; and qualify it. Airbus is one customer that now relies on the company to manufacture custom-engineered AM components within this controlled and integrated process. Which is to say: This customer soon will rely on a differently named and differently constituted company in order to see this work continue.
[Update: The split into two companies, Alcoa and Arconic, is now complete. This article will remain in the future tense as it was originally written. A version of this article for the print magazine was written in the present tense because it appeared after Arconic officially launched.]
Alcoa has been proceeding through a long and complex process of splitting in two. It is dividing into two separate companies that are both new, even though one has the old name. The “new” Alcoa will be concerned with mining, refining and smelting metal ore. Meanwhile, a company with a new name—Arconic—will be devoted to carrying forward the integrated manufacturing services the former Alcoa developed. Arconic’s value-adding capabilities will include powderizing metal, additive manufacturing via a range of processes, and also forging, casting, machining and heat treating. All of these capabilities and others are now part of this new company focused on manufacturing challenges.
Thus, Arconic will not be an additive manufacturing company per se. It will be a manufacturing company in which AM is one of the options. But then again, perhaps that comprehensive view is part of what will equip it well to be an additive manufacturing company, since success in AM consists of more than just the 3D printing.
That point—success in AM consists of more than 3D printing—might seem obvious when it is stated this way. Yet it’s worth dwelling on. In our thinking about the technology, we in manufacturing still routinely conflate these two terms, AM and 3D printing, even though there is an important shade of difference. AM is the process that has 3D printing at its heart, but AM also brings in the formulation of the raw stock prior to printing as well as the realization of the ultimate form and finish through operations after printing. Potentially, AM consists of all of this in addition to the 3D printing. Not all additive parts will demand integration among all these steps, but the applications that achieve carefully engineered outcomes frequently will.
The soon-to-launch Arconic aims to be a source with sufficient in-house control that it can achieve these outcomes. How important this will be—that is, how much of the promise of AM for production will be realized thanks to a level of process integration that is particular to AM—will be seen in the years to come. In part, it will be seen as Arconic seeks to advance this model further not only into aerospace applications, but also into other industries (high-end automotive, for example) that are just beginning to explore additive’s potential.
Why In-House?
This view on the promise of AM was one of the topics that the leaders of the future Arconic discussed at a recent press event at the Alcoa Technology Center near Pittsburgh. Speakers included Ray Kilmer, EVP and chief technology officer; Eric Roegner, president of Alcoa Titanium & Engineered Products and Alcoa Defense; Mark Stuckey, VP of global aerospace and defense sales; and Rod Heiple, director of Engineered Products & Solutions R&D.
That promise of AM goes beyond geometry, they stress. The ability to create parts with elaborate geometries that might be impossible to achieve in any other process is an important advantage of additive manufacturing. However, geometry is not the only, and ultimately might not be the most important, of additive manufacturing’s virtues.
According to Roegner, “Across industries, what manufacturers want is components that are lighter, stronger, more fatigue- and damage-resistant, and more temperature-resistant.” And there are various avenues toward achieving these improvements, he says. Forging technology is advancing, and so is the development of composite materials. But AM, because it is a fast-crystallizing means of metal formation, offers the opportunity to control the process at the crystalline level to realize these goals.
Part of the price the company sees as necessary toward pursuing this promise today is the development of experience with various AM capabilities. As yet, it is not at all clear which additive processes will emerge as the natural standard methods for part production. If anything, AM is “still in a wild-west stage,” Roegner says. Accordingly, “we want to play everywhere,” he says—aiming to develop knowledge that could be ahead of the curve no matter which way the curve goes. The company is studying the systems of various different AM technology companies.
For the most part, the machines the company is using in this exploration are owned. Alcoa has installed various metal AM machines on the campus of the Pittsburgh-area center, where it also recently opened a new 3D printing metal powder production facility. It also added AM expertise and capacity through the 2015 acquisition of RTI International Metals.
Why is it so valuable to have the capacity in-house? That question applies not only to the various additive capabilities, but also to the related processes upstream and downstream from 3D printing. Why bring all of these disciplines into one large company? Company leaders cite at least two answers.
Roegner offers one. With powder manufacturing in house, “we can start our engineering not at the additive machine, but with the material,” he says. In AM processes using powder, “what we have learned about the behaviors of various processes lets us tailor the powder to a particular AM technology, then further tailor it toward achieving a manufacturer’s particular aim. We can start with material stock that we ourselves have tuned to give us the properties we expect to have in the end.” This tuning of the process proceeds with less impediment when materials specialists and 3D printing specialists are both part of the same organization.
A second answer to the question about the value of integrating capabilities comes from Kilmer. He says, “When a company gets an idea, an ‘aha’ moment related to how AM can let them redesign or reengineer a part, there is potentially a lot of capital and a lot of expertise necessary to realize that idea.” The soon-to-be Arconic aims to have that capital and expertise in-house. Thus, even manufacturers that are destined to perform their own additive manufacturing can begin succeeding with AM before their own capital investment has been made and their own learning curve has advanced. By enabling companies to achieve the advanced benefits of AM more quickly, Arconic will facilitate the fulfillment of those “aha” moments.
Yet perhaps a third answer to the question about the value of marshalling extensive manufacturing capabilities in one company comes from the synergies that might result from coordinating unrelated processes that are seemingly competitive. Alcoa’s proprietary “Ampliforge” process is an example—it combines additive manufacturing with forging. In this process, a preform is made additively, but then it is struck in a forging press. The preform part only has to be struck one time, saving material compared to the 11 or 12 times that might be necessary for a more typical forging. Meanwhile, the AM part struck this way no longer has to demonstrate like-forged properties. The part has these properties because it literally becomes a forging.
Not just the aerospace sector has engaged Alcoa for its engineered additive manufacturing work, company leaders say; other sectors have as well. And significantly, aerospace is not even necessarily where the greatest challenges or tightest requirements are. Roegner offers some perspective on this. The design cycles for aerospace parts are often a rather comfortable 7 years, he says, while the design cycles for Formula One parts might be more like 8 weeks. Arconic will need to be prepared to respond within these much tighter cycles. (And it will be, he says.) Similarly, while some aerospace work is proprietary, the aerospace industry is not the most secretive, he says. In his company’s experience so far, the most secret sector—and another market primed to benefit from AM—is the consumer sporting goods industry.







Related Content

AM 101: What Is Binder Jetting? (Includes Video)
Binder jetting requires no support structures, is accurate and repeatable, and is said to eliminate dimensional distortion problems common in some high-heat 3D technologies. Here is a look at how binder jetting works and its benefits for additive manufacturing.
Read More
World’s Largest Metal 3D Printer Seen at Ingersoll Grand Opening Event
Maker of large additive and subtractive machines adds capacity in Rockford, Illinois.
Read More
VulcanForms Is Forging a New Model for Large-Scale Production (and It's More Than 3D Printing)
The MIT spinout leverages proprietary high-power laser powder bed fusion alongside machining in the context of digitized, cost-effective and “maniacally focused” production.
Read More
AM 101: NanoParticle Jetting (NPJ)
The proprietary process from XJet builds ceramic and metal parts using nanoparticle suspensions. Learn how NPJ works in this introductory article, part of our AM 101 series.
Read MoreRead Next

3D Printing Brings Sustainability, Accessibility to Glass Manufacturing
Australian startup Maple Glass Printing has developed a process for extruding glass into artwork, lab implements and architectural elements. Along the way, the company has also found more efficient ways of recycling this material.
Read More
4 Ways the Education and Training Challenge Is Different for Additive Manufacturing
The advance of additive manufacturing means we need more professionals educated in AM technology.
Read More
At General Atomics, Do Unmanned Aerial Systems Reveal the Future of Aircraft Manufacturing?
The maker of the Predator and SkyGuardian remote aircraft can implement additive manufacturing more rapidly and widely than the makers of other types of planes. The role of 3D printing in current and future UAS components hints at how far AM can go to save cost and time in aircraft production and design.
Read More