
How One Device Inspects Both Parts and Powder in Metal AM
A scanning electron microscope analyzes the shape and composition of grains of powder as well as inclusions and voids in the part’s surface.


The same visual detection and measurement of grains of metal powder can also be used to analyze voids and inclusions in the part. The morphology is much the same.

Thermo Fisher Scientific says its Explorer 4 Additive is “the first commercially-released SEM specifically designed to measure particle size, shape and composition in AM metal powders, and to inspect finished parts to assure quality.”
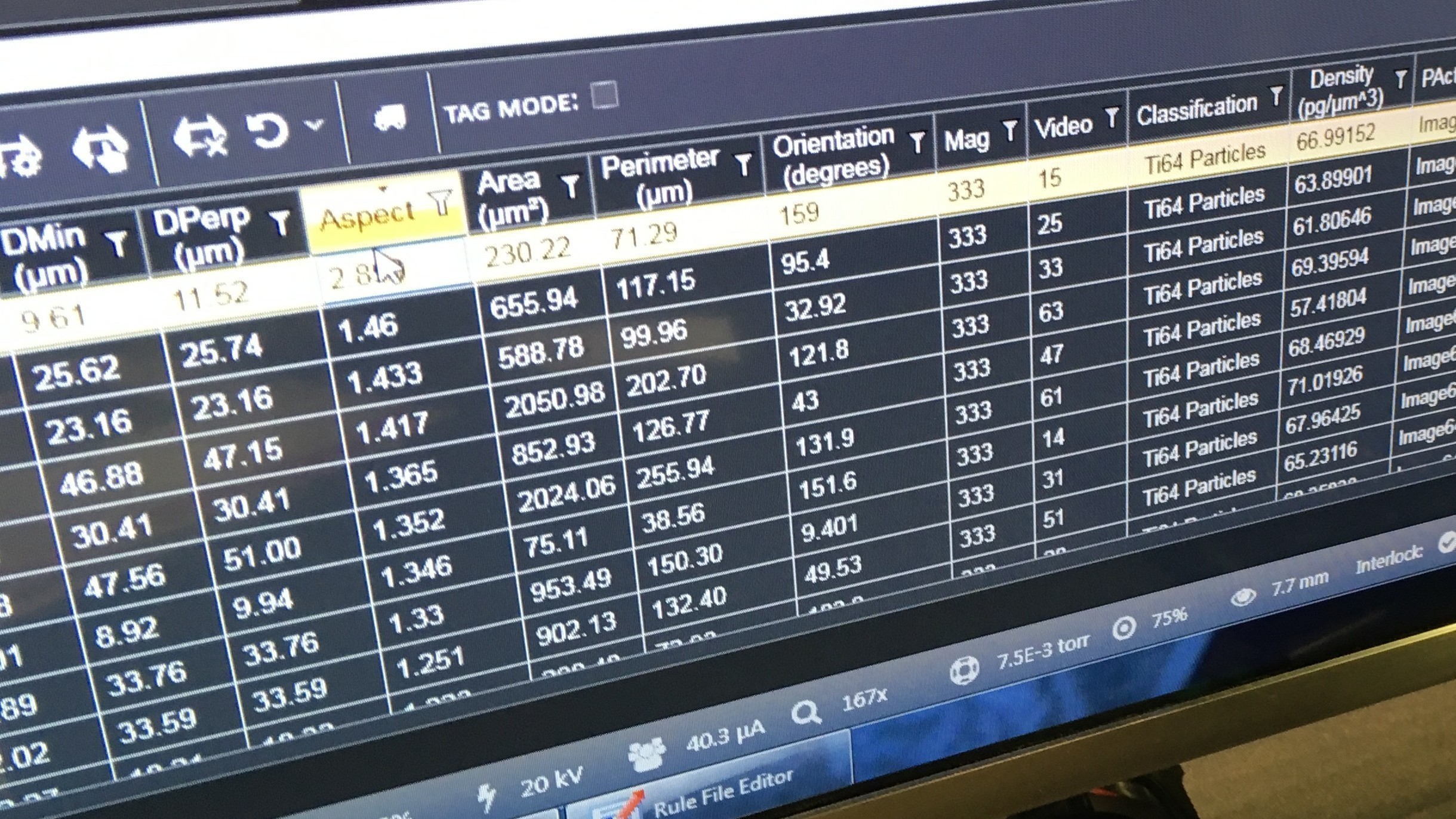
The SEM measurement with X-ray spectrography can measure dimensions, roundness, density and the roughness of particle surfaces along with the composition of the material.
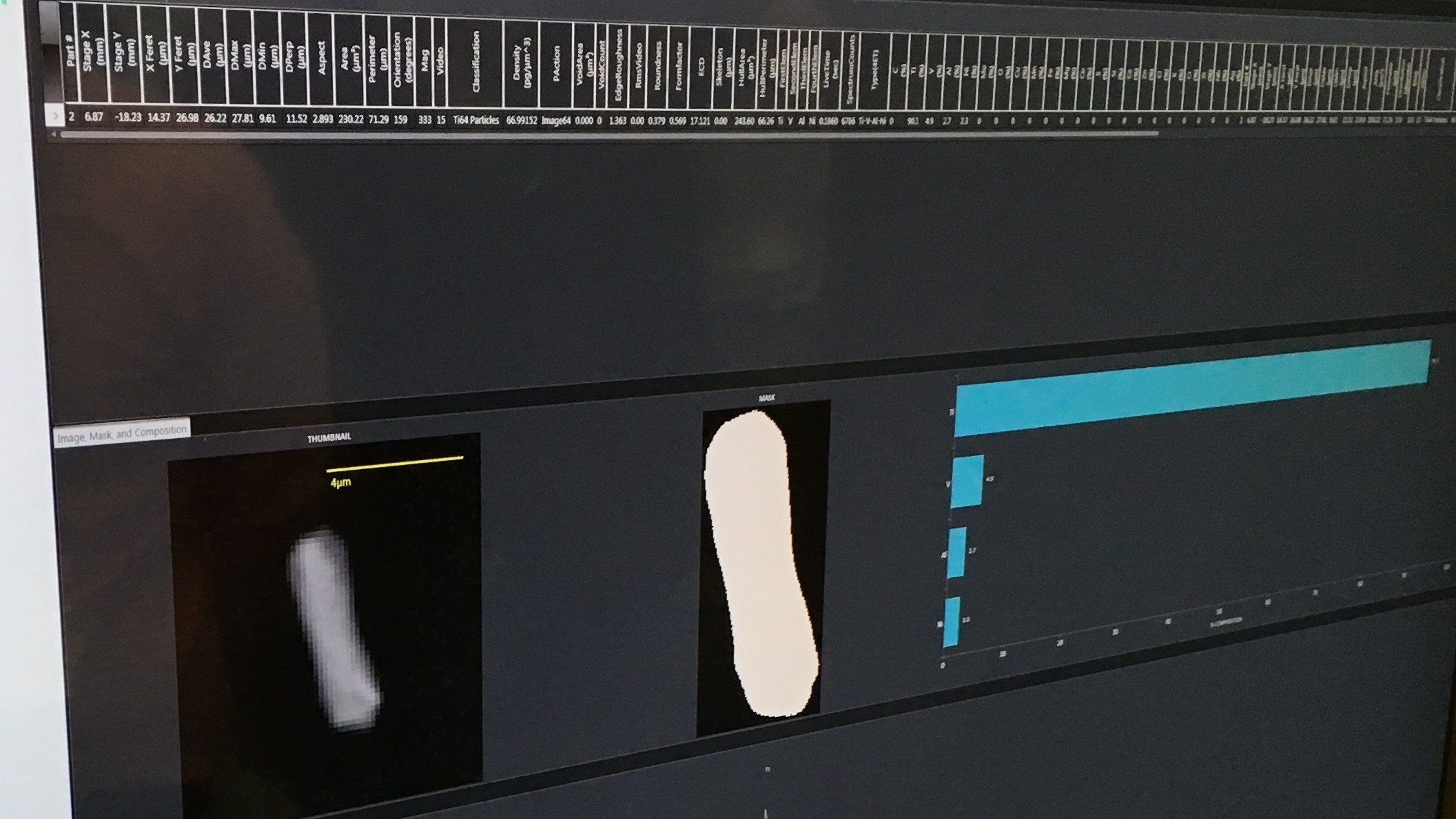
Measurement data can be searched and sorted various ways. Here is the result of a search for the most extreme aspect ratio in the sample.
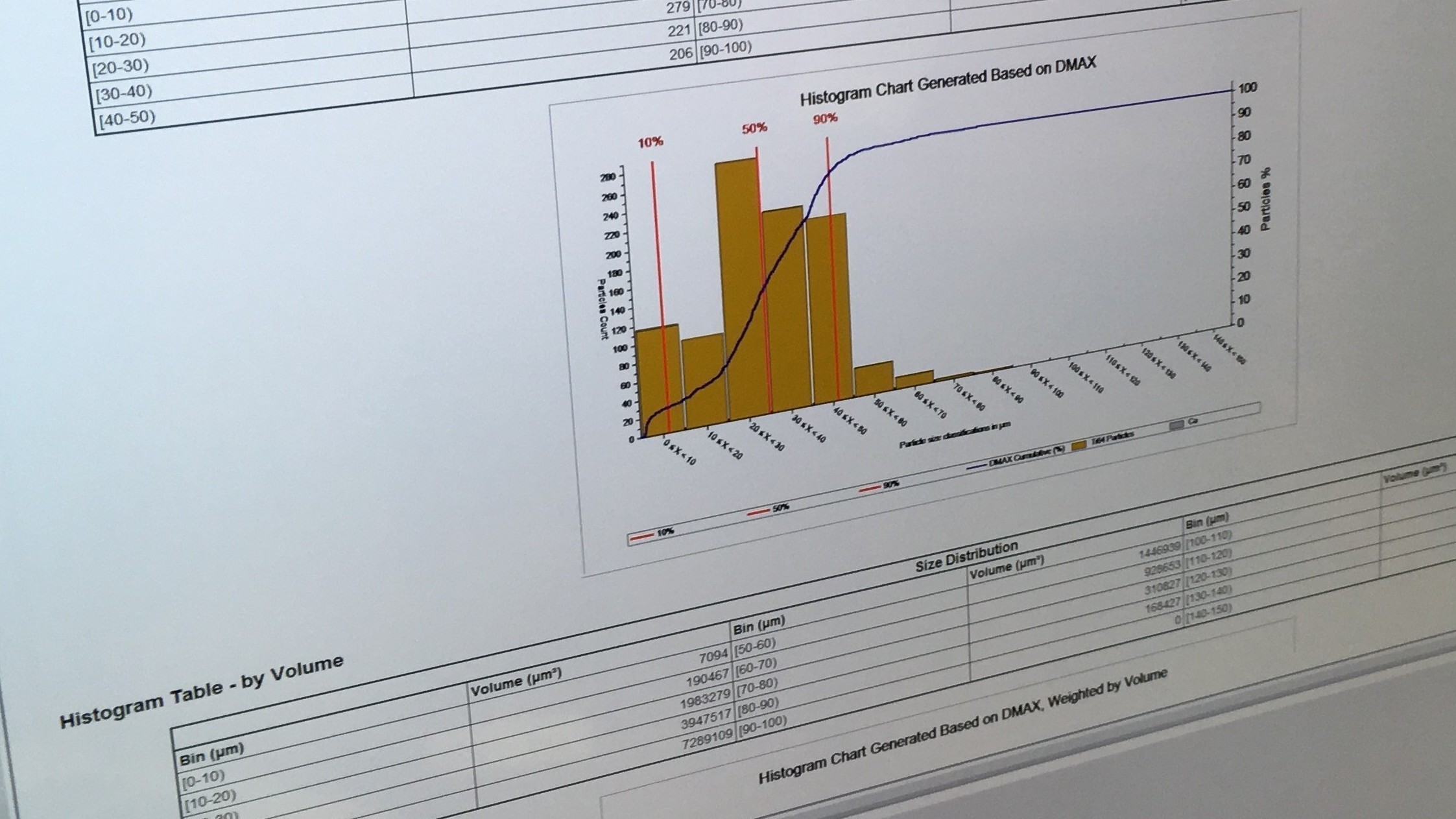
Analysis of particle size distribution can be used to compare samples of recycled powder and qualify powder for use.

In production, the SEM unit can be used a pass/fail gage enabling any operator to quickly determine whether parts or powder meet specification.
Share
Read Next



The same device that is used to inspect the metal powder prior to an additive manufacturing (AM) build might also be used to validate the parts resulting from that same build. At the most recent Rapid + TCT, Thermo Fisher Scientific demonstrated how its new compact scanning electron microscopy (SEM) unit, Explorer 4 Additive, can do both jobs. Key to this multitasking is the fact that the voids and inclusions that might invalidate an AM build are just as identifiable to SEM as grains of powder, and even have roughly the same morphology. “Basically, we are looking for either light shapes or dark shapes, and we derive meaningful data from both,” says Kristin Mulherin, company senior business development manager.
Scanning a sample batch of powder is the “light shapes” exercise. While energy-dispersive X-ray spectroscopy is applied to validate the chemical composition of each grain to determine there is no contaminating material in the mix, optical detection of each grain (the light shapes against a dark background) maps and measures grain forms to record the dimensions of perhaps 1,000 grains of powder in an inspection cycle taking 15 minutes. The consistency or extent of variation in the size and sphericity of powder can then be used to automatically assure that one batch of powder is sufficiently similar to a batch that preceded it.



This evaluation is perhaps most germane where recycled powder is used, Mulherin says. Today, strategies for reusing powder from build to build typically involve switching to virgin material after an arbitrary number of cycles to ensure sufficient powder consistency. The SEM analysis can eliminate the need for this arbitrary cutoff, and thus eliminate the potential waste that comes from disposing of recycled powder too soon. Instead, the manufacturer can just keep on using the powder until inspection reveals that its composition or morphology has meaningfully changed.
The same analysis applied to finished parts scans for microscopic shapes that are either light or dark against the 3D-printed sample. Inclusions could be lighter or darker than the surrounding material; voids are darker. “If a dark form within the part measures no X-ray response, then we know it’s a void,” she says.
This measurement requires a flat, smooth surface. The part itself is therefore not inspected this way, but instead a test coupon is grown with the part, which is polished for the SEM measurement. The coupon can then be saved for traceability. Analyzing the material quality of an AM build is one application, but once the build has been analyzed and its acceptable variation has been established, the SEM unit offers potentially an even more valuable role. That is, control limits for the part number can be established in the form of acceptable values for the sizes of material defects. With these limits defined, the operator with no metallurgical expertise can scan a test coupon to confirm it falls within required specs. Indeed, control limits could be established to define acceptable powder as well, Mulherin says. In this way, for both the raw material going into to the additive process and the part coming out of it, the compact SEM analyzer can be applied in production as a simple but effective pass/fail gage.







Related Content

What is Powder Bed Fusion 3D Printing?
Whether in metal or polymer, with a laser or an electron beam, powder bed fusion (PBF) is one of the most widely used 3D printing techniques.
Read More
Aluminum Gets Its Own Additive Manufacturing Process
Alloy Enterprises’ selective diffusion bonding process is specifically designed for high throughput production of aluminum parts, enabling additive manufacturing to compete with casting.
Read More
VulcanForms Is Forging a New Model for Large-Scale Production (and It's More Than 3D Printing)
The MIT spinout leverages proprietary high-power laser powder bed fusion alongside machining in the context of digitized, cost-effective and “maniacally focused” production.
Read More
10 Important Developments in Additive Manufacturing Seen at Formnext 2022 (Includes Video)
The leading trade show dedicated to the advance of industrial 3D printing returned to the scale and energy not seen since before the pandemic. More ceramics, fewer supports structures and finding opportunities in wavelengths — these are just some of the AM advances notable at the show this year.
Read MoreRead Next

3D Printing Brings Sustainability, Accessibility to Glass Manufacturing
Australian startup Maple Glass Printing has developed a process for extruding glass into artwork, lab implements and architectural elements. Along the way, the company has also found more efficient ways of recycling this material.
Read More
At General Atomics, Do Unmanned Aerial Systems Reveal the Future of Aircraft Manufacturing?
The maker of the Predator and SkyGuardian remote aircraft can implement additive manufacturing more rapidly and widely than the makers of other types of planes. The role of 3D printing in current and future UAS components hints at how far AM can go to save cost and time in aircraft production and design.
Read More
4 Ways the Education and Training Challenge Is Different for Additive Manufacturing
The advance of additive manufacturing means we need more professionals educated in AM technology.
Read More