
3D Printing the "Impossible" Metal Part
Velo3D’s SupportFree additive manufacturing process helps KW Micro Power turn a geometrically complex design concept into reality.





KW Micro Power president Enrique Enriquez (left), with some members of his engineering team, in front of the test rig for their microturbine combustor. Photo credit: KW Micro Power.
Whether it’s for the portable generator that keeps the refrigerator cold and the light bulbs lit during a power outage, or the hybrid-electric engines that can lift delivery drones high into the sky, the world needs compact and reliable energy sources. Making them smaller, more powerful, and more affordable is the vision of Enrique Enriquez, president of KW Micro Power.
Over the past four years, Enriquez has worked in pursuit of his company’s goal: a microturbine generator roughly the size of a microwave oven that can crank out more power than systems ten times as large. He ran into some major roadblocks while attempting to manufacture one of the device’s key components and considered scrapping its design and starting all over. But the SupportFree metal powder-bed 3D-printing technology from Velo3D turned out to be the solution that got him back in the running for a commercial launch by early next year.
Featured Content



Enriquez attributes his career successes to being in the right place at the right time, and this latest example is no exception. There during the early days of CAD/CAM and trained across multiple technologies, Enriquez has, simply put, been around the manufacturing block. “I’ve been at the leading edge of technology pretty much all my life, a journey that I like to think of as the yellow brick road to success,” he says.
He’ll also tell you he’s a 16-year old in a 60-year old body, which is why he was excited to find a kindred soul in Zach Murphree, vice-president of technology partnerships at Velo3D. “Zach was probably more excited than I was when I first showed him my design,” says Enriquez. “I never thought I’d run into someone crazy enough to help me the way he has. It’s been a great relationship since the start.”
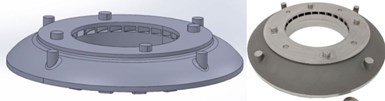
KW Micro Power’s microturbine component design (left), dubbed “the spaceship,” would likely have never been built (right) without help from Velo3D. Photo credit: Velo3D, KW Micro Power.
Low Expectations
That design has since been dubbed the “spaceship,” and not only did Murphree build the part for Enriquez, he helped him improve it significantly. The component is a titanium disc roughly 10-inches in diameter and 4-inches tall, whose interior contains a complex labyrinth that channels exhaust gases more efficiently than conventional systems. It is the heart of KW Micro Power’s turbine technology.
It was also the system’s Achilles heel; until he connected with Velo3D at IMTS 2018, Enriquez was unable to find anyone willing to work with him on this project and was turned down time and again. The challenge was the microturbine’s internal channels. Most additive manufacturing technologies, and especially those that print metal, require a series of scaffold-like supports to keep the workpiece from drooping and warping during the build process. Though expensive and time-consuming, it’s accepted industry practice to machine or grind these supports away post-build. This can’t be done with small internal features, however, something that is integral to Enriquez’ “spaceship” design.

Flip-side of the “spaceship” component. Photo credit: KW Micro Power.
“Zach agreed to give it a try,” Enriquez says. “He even did it on Velo’s nickel. He came back with a test piece shortly after the show and said he could pull it off, but then offered to take the design much further. A few weeks later, he delivered a redesigned ‘spaceship’ that leverages every feature needed to keep the design functional, but at the same time is built around the bare necessities. It’s just a beautiful part.” Looking forward to a 2020 commercial launch, Enriquez is planning a selection of prototypes and already has garnered interest from a few companies.
Vive La Différence
How was Velo3D able to build a product that got a “no-bid” from every other metal additive machine builder Enriquez approached? Founded by a team from the semiconductor industry, Velo3D was initially focused on developing a process with that same high level of rigor and control. “Then we created a machine that could print complex parts and features that nobody else could,” Murphree explains. “This was the genesis of our Sapphire 3D-printer and its Flow build software.”
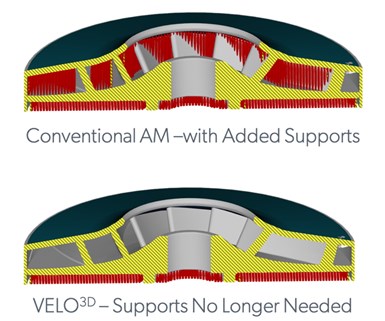
Before (above) and after (below) images of a shrouded impeller illustrate how Velo3D eliminates the need for supports (in red) during the 3D printing process. Photo credit: Velo3D.
There are several key differences between Sapphire and other metal powder bed printers, according to Murphree. The printer’s SupportFree technology provides the ability to print near-horizontal surfaces without supports; most printers can’t print features support-free less than 45 degrees from level. There’s also a non-contact recoater, which virtually eliminates the build crashes and contamination that may occur when a traditional recoating blade drags across the top of a burgeoning workpiece.
Another difference is the use of feature-specific processing. Where most machines use the same laser power, traverse rates, and other build parameters across an entire part layer — and often for the whole build — Sapphire can apply more than 20 geometry-dependent “recipes” to specific sections within each layer. The result is less metallurgical stress, greater part accuracy and faster build times. And to make sure that all is going according to plan, Sapphire comes standard with advanced metrology to assure quality and reduce variability.
It’s this consistency that’s perhaps the biggest differentiator, notes Murphree, an attribute that goes back to the company founders’ backgrounds in the semiconductor industry. “We’re controlling everything much more tightly than anyone else out there,” he says. “For example, we can precisely define how much energy is applied anywhere within the build, which is a large part of the reason why we’re basically support-free. We’re able to calibrate and align the lasers at each layer if that level of precision is necessary — our competitors generally do it at the beginning of the build, or sometimes every couple of months. There’s also the enhanced atmosphere control, the quantitative metrology behind the powder bed and recoating system … there are many significant architectural differences between our system and others that allow us to operate within this extremely small process window.”
First Print, Good Print
It’s also what allowed Murphree and his team to print the perfect “spaceship” on the very first try. “Between the software, the hardware and the process control, we enjoy a much higher success rate than the industry overall,” he says. “In many cases, it’s up around 90% first print yield. And that saves companies a ton of time. Instead of doing four iterations over six weeks, we might deliver the first iteration in one week, as we did for KW Micro Power. That’s a pretty significant cost savings, never mind the reduction of development time.”
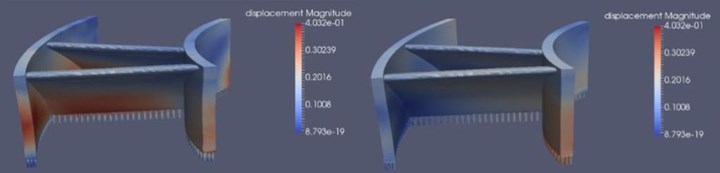
On the left is a cross-section of a stator ring. The red areas indicate deformation during the 3D printing process. The part on the right shows how Velo3D’s Flow software predicts and eliminates this deformation, providing pre-print correction and a more accurate part. Photo credit: Velo3D.
Software — that essential component of any additive manufacturing process — has a significant role in the fight for higher print yields. Velo3D’s Flow software simplifies print preparation while preserving design intent. It accurately simulates the entire build, analyzing, displaying and correcting for potential deformation long before the laser ever lights up. Similarly, its composer function optimizes each layer, detecting part geometries and applying the feature-specific processing methods described earlier. The outcome is typically first part, good part.
With the “spaceship,” this would have been practically impossible, even if the other additive providers hadn’t turned away from the project. That’s because the Ti-6Al-4V alloy Enriquez chose for his microturbine component can be a challenge to work with.
“Titanium’s a pain in the neck,” Murphree says. “Thanks to all the internal stresses that typically build up with laser sintering, it likes to crack — in the worst case, the part essentially tears itself to pieces or rips itself away from the substrate that you’re printing it on. And the bigger the part, the worse it gets — in 3D printing terms, the ‘spaceship’ is relatively massive. We knew this going into the project and built in some additional time — but our ability to manage the stress inherent to printing large Ti parts was clearly demonstrated with that successful first print.”
Enriquez was pleased, and even a bit surprised, by the result. “With small engines like mine, efficiency is hard to achieve, and I knew I would have thrown much of that away if I’d had to adopt a more traditional design,” he says. “But to be honest, I never expected that Velo3D could pull it off. I’m delighted to say that I was wrong. Not only did they print my ‘spaceship,’ they made it even better. It’s 37% lighter than when I started, the performance is better due to reduced stresses, it’s clearly manufacturable. What more could I ask for?”




.png;maxWidth=300;quality=90;format=webp)





Related Content

AM 101: What Is Hot Isostatic Pressing (HIP)? (Includes Video)
Hot isostatic pressing has long been used for metal castings, but is now being applied as a valuable method for closing porosity in metal 3D printed parts.
Read More
Postprocessing Steps and Costs for Metal 3D Printing
When your metal part is done 3D printing, you just pull it out of the machine and start using it, right? Not exactly.
Read More
VulcanForms Is Forging a New Model for Large-Scale Production (and It's More Than 3D Printing)
The MIT spinout leverages proprietary high-power laser powder bed fusion alongside machining in the context of digitized, cost-effective and “maniacally focused” production.
Read More
10 Important Developments in Additive Manufacturing Seen at Formnext 2022 (Includes Video)
The leading trade show dedicated to the advance of industrial 3D printing returned to the scale and energy not seen since before the pandemic. More ceramics, fewer supports structures and finding opportunities in wavelengths — these are just some of the AM advances notable at the show this year.
Read MoreRead Next

To Improve Performance of Compression Molded Composites, Add 3D Printed Preforms
9T Labs' Additive Fusion Technology enables the manufacture of composite structures with as much or as little reinforcement as is necessary, using 3D printed continuous fiber preforms to add strength just where needed.
Read More
Video: Intelligent Layering Metal 3D Printing at 3DEO
Contract manufacturer 3DEO delivers metal parts using Intelligent Layering, a binder jetting-like 3D printing process the company developed and operates internally. Here’s how it works.
Read More
3D Printing Brings Sustainability, Accessibility to Glass Manufacturing
Australian startup Maple Glass Printing has developed a process for extruding glass into artwork, lab implements and architectural elements. Along the way, the company has also found more efficient ways of recycling this material.
Read More