
Laser-Sintered Grippers Solve Robotic Packing Challenges
Additive manufacturing produced lighter, stronger vacuum grippers for robots on a food packaging line.
.jpg;width=70;height=70;mode=crop;format=webp)

Anubis 3D designed and produced this laser-sintered vacuum gripper, shown here attached to a robot in a food packaging line. The lightweight tool uses less air than similar machined designs but offers better picking power. Photos: EOS

The vacuum grippers were laser-sintered out of nylon 12 on Anubis’ EOSINT P 395 powder-bed system. The parts were bead blasted and dyed before assembly with the mounting pieces.
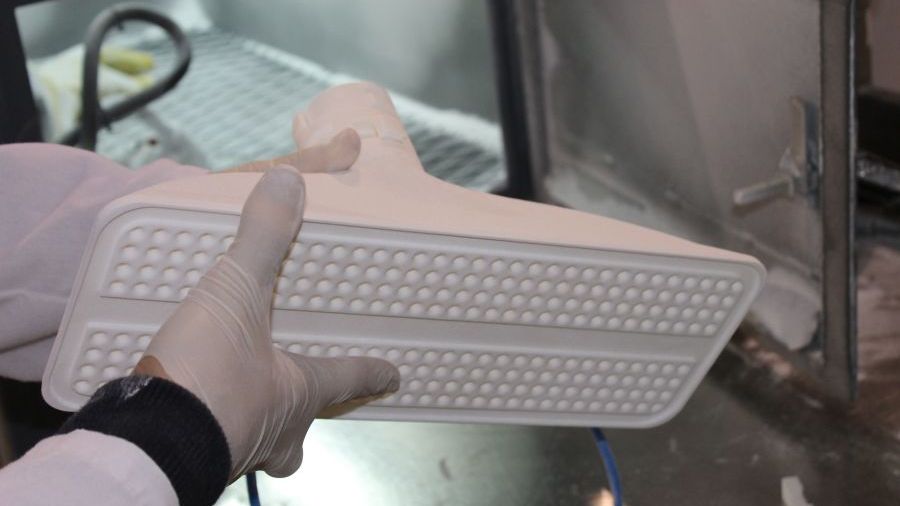
The bottom of the gripper cup has a “Swiss cheese”-like pattern of channel leading to the vacuum hole at the top of the workpiece. Making these holes with conventional machining would have been impossible, but was achievable with additive manufacturing.


New robots for the customer’s pick-n-pack line were already on order when Langen Group, equipment supplier to the major U.S. food producer, began designing the end-of-arm tooling that would enable the robots to pick up wrapped, stacked crackers and place them into cardboard boxes. The engineers soon discovered a challenge: To maximize speed without upsetting the robots’ center of gravity, the combined weight of the tool and the product could be no more than 2 kilograms. Because the largest load of crackers was a 10-pack weighing 1.5 kilograms, end-of-arm tooling could weigh no more than 500 grams.
Langen turned to Anubis 3D, a division of Anubis Manufacturing Consultants Corp., for support. Using laser sintering technology from EOS, Anubis was able to design and manufacture end-of-arm tooling that fit within the weight restrictions for the robots and performed with better gripping force than legacy grippers.



Anubis is an engineering and design consultancy firm based in Mississauga, Ontario, founded by Tharwat Fouad in 2005. Its main markets include the food and beverage, chemical, powder handling, and plastics manufacturing industries. The Anubis 3D division specializes in low-volume additive manufacturing (AM) of parts that are either too expensive, too complex or outright impossible to make through conventional manufacturing techniques.
The division currently owns three additive manufacturing machines from EOS, including an EOSINT P 395. This powder-bed laser sintering system uses a 50-watt CO2 laser to quickly and accurate “grow” parts from thermoplastic. The machine can build parts measuring as large as 340 by 340 by 620 mm with layer thicknesses ranging from 0.06 to 0.18 mm.
Since establishing this division, Anubis has designed a number of laser-sintered tools for injection molding and bottle packaging customers, as well as various brackets and supports. When Langen came to Anubis with the robot tooling challenge, Fouad knew that additive manufacturing could provide a solution.
In addition to weighing less than half a kilogram, the robot grippers for the pick-and-pack line had to be able to handle multiple package shapes and sizes. The food producer wanted a single tool that could handle three boxes sizes in two different configurations. The tool also needed to be quick-release and quick-connect so operators could change from one size to another without bolts and nuts that would add assembly time.
“Meeting these requirements would have been impossible with aluminum and sheet metal,” says Fouad. “To handle a heavier metal tool they’d have to reorder larger robots, which would have been more expensive—and they were also under extreme time constraints.”
Instead of a more traditional metal vacuum plate and shroud, Anubis created a lighter, streamlined set of components to be made on its EOSINT P 395 machine. The parts were designed specifically for AM using SolidThinking's Inspire software to optimize the design of the structures organically, following the lines of the geometry and adjusting the thickness as needed for strength and/or flexibility. Finite Element Analysis (FEA) is built into the optimization to analyze stresses and strains on the structure.
The material used for the main vacuum part was nylon 12 (PA 2200 material from EOS), chosen for its flexibility and ability to sustain crash loads, and because it is certified as USP Class VI approved for food contact. Anubis loaded the material properties and vacuum requirements into the software, then used those calculations to determine how many and what size holes should be placed in the vacuum cup.
“The options we looked at were whether to have fewer but larger holes, or more, smaller ones,” says Fouad. First the Anubis team duplicated the traditional aluminum plate hole layout using nylon 12 in the EOSINT P 395 system and tested the gripping power of the result. Then, to further increase the grip, they created a new design with profiled holes and channels that could not have been manufactured conventionally.
The team found that the second design, with a larger number of smaller holes laid out in a Swiss cheese pattern of channels leading to the primary vacuum hole at the top of the workpiece, created a superior grip on the cracker stacks, providing four times the gripping force of legacy vacuum grippers. Compared to similar machined designs, the laser-sintered version uses less air but has greater picking power.
“The efficiency of the new hole profile we developed with EOS technology enabled the redesigned gripper to suction so well you could actually hang on it with your own weight,” says Fouad.
In contrast to a more traditional vacuum plate and shroud, which would have taken months to design and manufacture, Anubis took only a week to additively manufacture, assemble and test the new lightweight tool. After a light bead blasting, the laser-sintered parts were dyed per customer specifications and assembled with the mounting pieces. The vacuum grippers were delivered to Langen Group and installed on the newly arrived robots at the food producer’s plant.
“To design and produce tooling capable of picking what we wanted while still staying within the payload constraints of the robot would have been impossible before,” says Robert Husnik, Langen Group engineering manager. “Due to the freedom provided by plastics laser-sintering, we can now do the impossible.”

.png;maxWidth=300;quality=90;format=webp)







Related Content

Drones Take Flight with Metal and Polymer 3D Printed Parts: The Cool Parts Show Bonus
Drones produced by Cobra Aero now incorporate many 3D printed parts made through laser powder bed fusion and Multi Jet Fusion processes.
Read More
Solving 3D Printing’s Hidden Problem: Vibration
Ulendo’s vibration compensation software can double the speed of FFF 3D printers while maintaining part quality, all without changing the machine’s hardware.
Read More
3D Printing with Plastic Pellets – What You Need to Know
A few 3D printers today are capable of working directly with resin pellets for feedstock. That brings extreme flexibility in material options, but also requires greater knowledge of how to best process any given resin. Here’s how FGF machine maker JuggerBot 3D addresses both the printing technology and the process know-how.
Read More
How to Build 10,000+ Shot Molds in Hours
Rapid tooling isn’t so rapid when it takes days to 3D print a metal mold, and then you still must machine it to reach the necessary tolerances. With Nexa3D’s polymer process you can print a mold in hours that is prototype or production ready and can last for more than 10,000 shots.
Read MoreRead Next

To Improve Performance of Compression Molded Composites, Add 3D Printed Preforms
9T Labs' Additive Fusion Technology enables the manufacture of composite structures with as much or as little reinforcement as is necessary, using 3D printed continuous fiber preforms to add strength just where needed.
Read MoreGE Additive Rebrands as Colibrium Additive
As part of the brand name transition, both the Concept Laser and Arcam EBM legacy brands will be retired.
Read More
Looking to Secure the Supply Chain for Castings? Don't Overlook 3D Printed Sand Cores and Molds
Concerns about casting lead times and costs have many OEMs looking to 3D print parts directly in metal. But don’t overlook the advantages of 3D printed sand cores and molds applied for conventional metal casting, says Humtown leader.
Read More