
Industrializing AM: A Simple Cost Equation
The costs of AM are still throttling its adoption.

Share
Read Next



Despite their many advantages, additive manufacturing (AM) technologies continue to struggle to gain traction in industry alongside traditional subtractive and forming technologies. As I alluded to two months ago, AM still has many harsh realities to face, and it was clear from the responses and online comments that I received on my post that many agree with my assessment. Fortunately, I was heartened by all of the efforts that people shared to address these issues as it will undoubtedly take a whole host of efforts and initiatives to truly industrialize AM.
One of the biggest hurdles that continues to throttle AM’s adoption is cost. In past columns, I have often discussed the various costs associated with different AM technologies, including a three-part series on why a metal AM part costs so much. While material feedstock and machine prices continue to decrease, the issue remains that an apples-to-apples comparison of an existing metal part to an AM metal part will favor the existing part in at least 8 out of 10 cases.



To understand why that is the case, we need to understand how the material, machine, and post-processing costs drive the costs of a metal AM part. In doing so, we can gain insight into the factors that drive the business case for AM and, for illustrative purposes, develop a simple equation to estimate the costs of a metal AM part made using laser powder bed fusion — the AM technology that many companies are trying to industrialize right now.
To begin, we need to reconcile the fact that metallic powder feedstock is 5-10x more expensive per pound (or kilogram) than the equivalent bar stock of the same material. So, in order for the material costs to be competitive, the buy-to-fly ratio (the amount of material that is purchased versus the amount of material that is in the finished part) for the existing part would need to be at least 5:1 (or 10:1). Put another way, if the existing part is made using a subtractive process, then 80%-90% of the purchased material must end up as scrap in order for the direct material cost for the AM part to be comparable. Of course, the other possibility is that we have the freedom to redesign and lightweight the part for AM, but that may not always be the case.
The next big factor is the hourly operating cost of a laser powder bed fusion (PBF) system. Machine costs have come down considerably over the past five years as new technology has been introduced and new entrants arose. For instance, single-laser PBF systems from 3D Systems, EOS, GE, Renishaw, SLM Solutions, and others can now be purchased for $300k-$600k (about 1/3 to ½ of what they used to cost) while start-ups like Xact Metal are selling entry-level single-laser PBF systems for $100k. If you spread this cost over the useful life of the system (usually 5-7 years at 4,000-6,000 hours/year), then hourly operating costs for most laser PBF systems are as little as $10-$30/hr or $3-$5/hr in the case of Xact Metal, which all sound very reasonable.
So if the hourly operating cost is on par with a small to mid-range milling machine, say, then why is metal AM so expensive? It is because of the build rate, which is on the order of 0.5-2 in3/hr for most single-laser PBF systems. Dual- and quad-laser PBF systems will double and quadruple the build rate, but at $1M-$2M for a high-end, multi-laser system, you are looking at $75-$100/hr to operate. This is on par with a high-end milling machine; unfortunately, no laser PBF system operates at the reported build rate — just like no automobile gets the gas mileage that it shows on the sticker. Luckily, laser PBF systems do better on average than your car does with its fuel economy, and we find that decrementing the published build rate by 20% (i.e., build rate is 80% of what is reported) as a reasonable estimate. Keep in mind though that this build rate is only for the laser exposure time; the time needed to spread new powder for each layer needs to be added to the build time. This is easy to compute: simply divide the maximum build height by the layer thickness and then multiply the number of layers by the time to recoat each layer, which usually varies from 6-12 seconds on current PBF systems.
The last piece we need for our simple cost equation is the post-processing costs as no metal AM part made on a laser PBF system is ready for use when it is finished building. Powder removal, stress relief, part removal from the build plate, heat treatment, machining, finishing, inspection, etc. can double or triple the cost of a metal AM part and easily add another week or 2-3 extra months to the schedule depending on what is available in-house versus outsourced.
Rather than estimate what each of these additional post-processing steps costs, I am going to use the results of a survey in the 2019 Wohlers Report, which found that pre- and post-processing costs of AM parts accounted for nearly 40% of the cost of the part while the cost of printing the part was 60% (59.2% to be exact) of the total cost. While there is considerable discussion about how these percentages differ by process, material, and part, the fact remains that if we can estimate the cost to print a part, then we can estimate the total cost by dividing the printing cost by 60% (or 1 minus whatever percentage we want to attribute to pre-/post-processing).
So what is the printing cost? The initial estimate is simple once we know the volume and build height of the part along with the material — no CAD model is necessary, which may surprise many of you. We divide the volume of the part by the reported build rate for the material, decremented by 80%. This gives us laser exposure time in seconds. Next, we divide the maximum build height by the layer thickness for the material and multiply by 6-12 seconds to get the time spent recoating (call it 8 seconds, on average). Adding these two together gives us the build time, which is then multiplied by the hourly operating cost to get the machine cost.
For material cost, we simply multiply the part volume by the material density and the cost per pound (or kilogram) of powder feedstock of that material. If we then add material and machine cost, we get the cost to print the part, which we then divide by 0.60 (or simply multiply by 2 if we think pre-/post-processing is 50% of the total cost) to get the total cost. An example along with the equation can be found in the accompanying figure below.
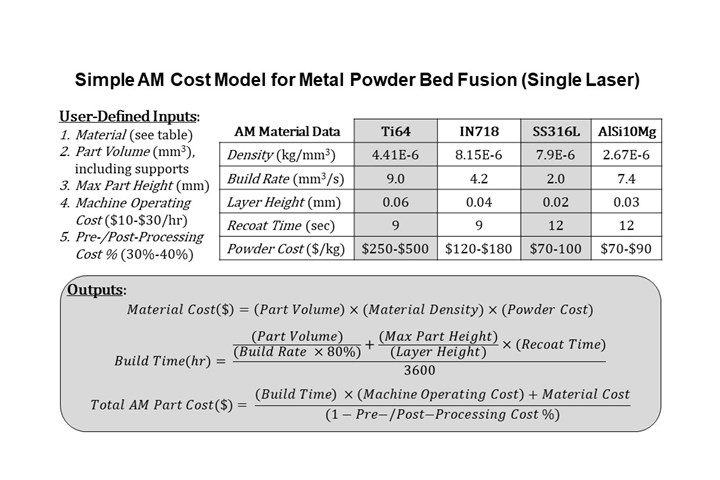
Figure: cost model equation for metal powder bed fusion (single laser).
While this oversimplifies many aspects of AM, in general, and laser-based PBF, in particular, it provides a good starting point for estimating your metal AM part costs. Granted, overhangs, support structures, build orientation, spatter, gas cross-flow, electricity usage, powder recycling, and many other factors will complicate the model, but if you do not have a CAD model yet, this gives you a good place to start — and you can add more detail as it becomes known. Come back next month, and I will show you how while exploring the value of design when it comes to AM.






Related Content

Aluminum Gets Its Own Additive Manufacturing Process
Alloy Enterprises’ selective diffusion bonding process is specifically designed for high throughput production of aluminum parts, enabling additive manufacturing to compete with casting.
Read More
Casting With Complexity: How Casting Plus 3D Printing Combine the Strengths of Both
Aristo Cast is advancing a mode of part production in which casting makes the part, but 3D printing enables the geometry.
Read More
VulcanForms Is Forging a New Model for Large-Scale Production (and It's More Than 3D Printing)
The MIT spinout leverages proprietary high-power laser powder bed fusion alongside machining in the context of digitized, cost-effective and “maniacally focused” production.
Read More
Additive Manufacturing Is Subtractive, Too: How CNC Machining Integrates With AM (Includes Video)
For Keselowski Advanced Manufacturing, succeeding with laser powder bed fusion as a production process means developing a machine shop that is responsive to, and moves at the pacing of, metal 3D printing.
Read MoreRead Next

4 Ways the Education and Training Challenge Is Different for Additive Manufacturing
The advance of additive manufacturing means we need more professionals educated in AM technology.
Read More
3D Printing Brings Sustainability, Accessibility to Glass Manufacturing
Australian startup Maple Glass Printing has developed a process for extruding glass into artwork, lab implements and architectural elements. Along the way, the company has also found more efficient ways of recycling this material.
Read More
At General Atomics, Do Unmanned Aerial Systems Reveal the Future of Aircraft Manufacturing?
The maker of the Predator and SkyGuardian remote aircraft can implement additive manufacturing more rapidly and widely than the makers of other types of planes. The role of 3D printing in current and future UAS components hints at how far AM can go to save cost and time in aircraft production and design.
Read More