
Comparing Mechanical Properties of DMLS Vs. Barstock Parts
A study conducted by researchers from Lawrence Technology University looked at whether DMLS parts can offer the tensile and yield strength of those machined from barstock.
.jpg;width=70;height=70;mode=crop;format=webp)
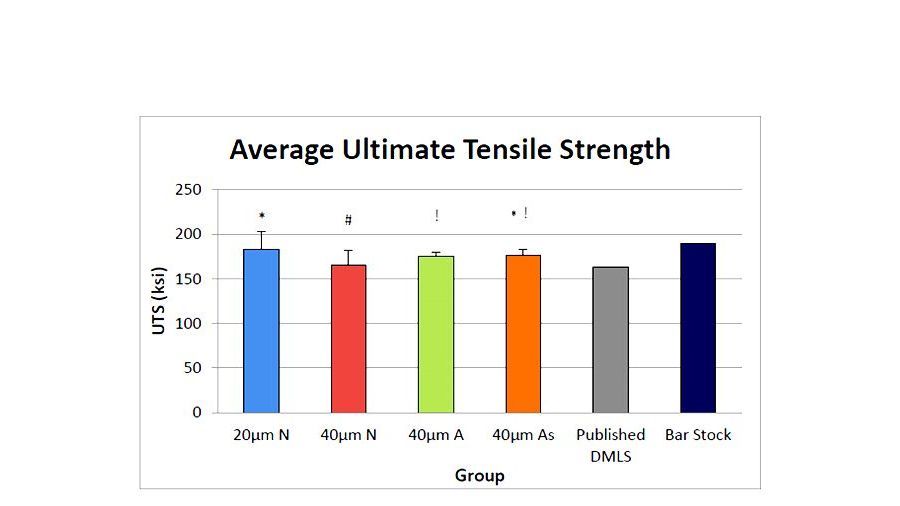
Figure 1: Average ultimate tensile strength was found to be similar to published DMLS and barstock values.
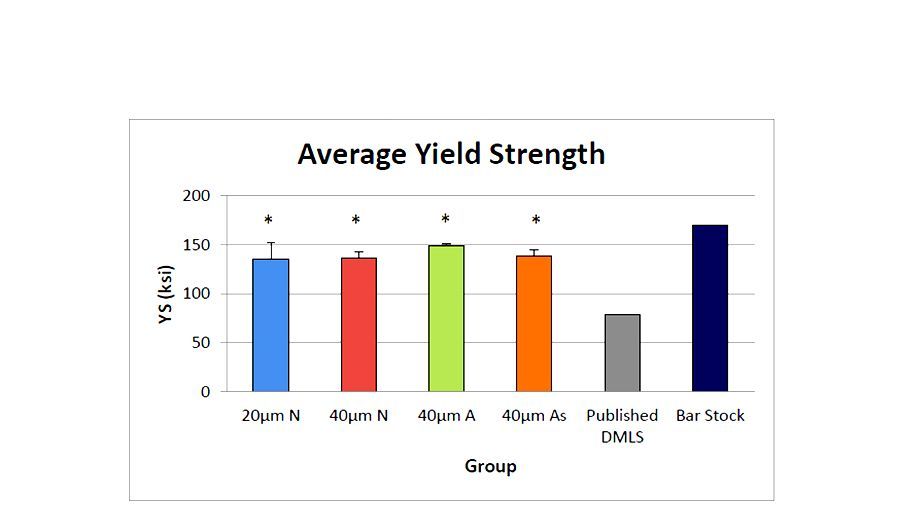
Figure 2: Average yield strength was higher than published DMLS values and also similar to barstock.
Share
Read Next



For the right parts, direct metal laser sintering (DMLS) or direct metal laser melting (DMLM) has the potential to be faster and more cost-effective than machining parts from stock. However, skepticism remains about the quality of parts that have been laser-melted from metal powder. Recent research conducted by Kevin Mozurkewich and E.G. Meyer from Lawrence Technological University explored how the mechanical properties of 3D-printed metal parts compare to those machined from barstock.
The study tested 120 tensile samples built from 17-4PH stainless steel powder using EOS M270 and M280 DMLS machines. Groups of samples were built with either 20- or 40-micron layers inside a nitrogen or argon environment (some with build stoppages), and in one of three orientations (0°, 45° or 90° in relation to the build plate). Following stress-relief, heat treatment and age hardening, the samples’ mechanical properties were tested with electromechanical equipment alongside a video extensometer.



In the analysis of these tests, two key properties of the DMLS parts stood out:
- Average ultimate tensile strength (UTS), the measure of how much stress a material can sustain before breaking, decreased in most groups with respect to an increasing build angle. However, the average UTS between the 20-µm-layer group built in a nitrogen environment, 40-µm-layer group built in argon, and 40-µm-layer group built in argon with build stoppage was statistically identical according to researchers (see Figure 1). Overall, the UTS of DMLS parts was shown to be similar to published DMLS and barstock values.
- Average yield strength, the measure of stress a material can endure before permanent deformation, showed little relationship to the build orientation, layer thickness or gas atmosphere, and like UTS, it showed no statistical difference between groups. Yield strength values proved to be greater than published DMLS values and similar to published barstock values (see Figure 2).
Build orientation seemed to have little to no effect on the mechanical properties of the sample groups, and overall the parts produced through DMLS showed mechanical properties similar to those machined from stock. Researchers concluded that DMLS showed highly repeatable results, and that the process offers a viable alternative to traditional manufacturing methods.
Read the full report from the study at gbm.media/ltu.
Related Content
-
Top 10 Additive Manufacturing Stories of 2023
Laser powder bed fusion, proprietary AM processes, machining and more made our list of top 10 articles and videos by pageviews this year.
-
25 Years Later, What’s Exciting in Electron Beam Powder Bed Fusion?
Often seen as runner-up to laser powder bed fusion, are we finally in the golden age of the electron beam?
-
DMG MORI: Build Plate “Pucks” Cut Postprocessing Time by 80%
For spinal implants and other small 3D printed parts made through laser powder bed fusion, separate clampable units resting within the build plate provide for easy transfer to a CNC lathe.







