


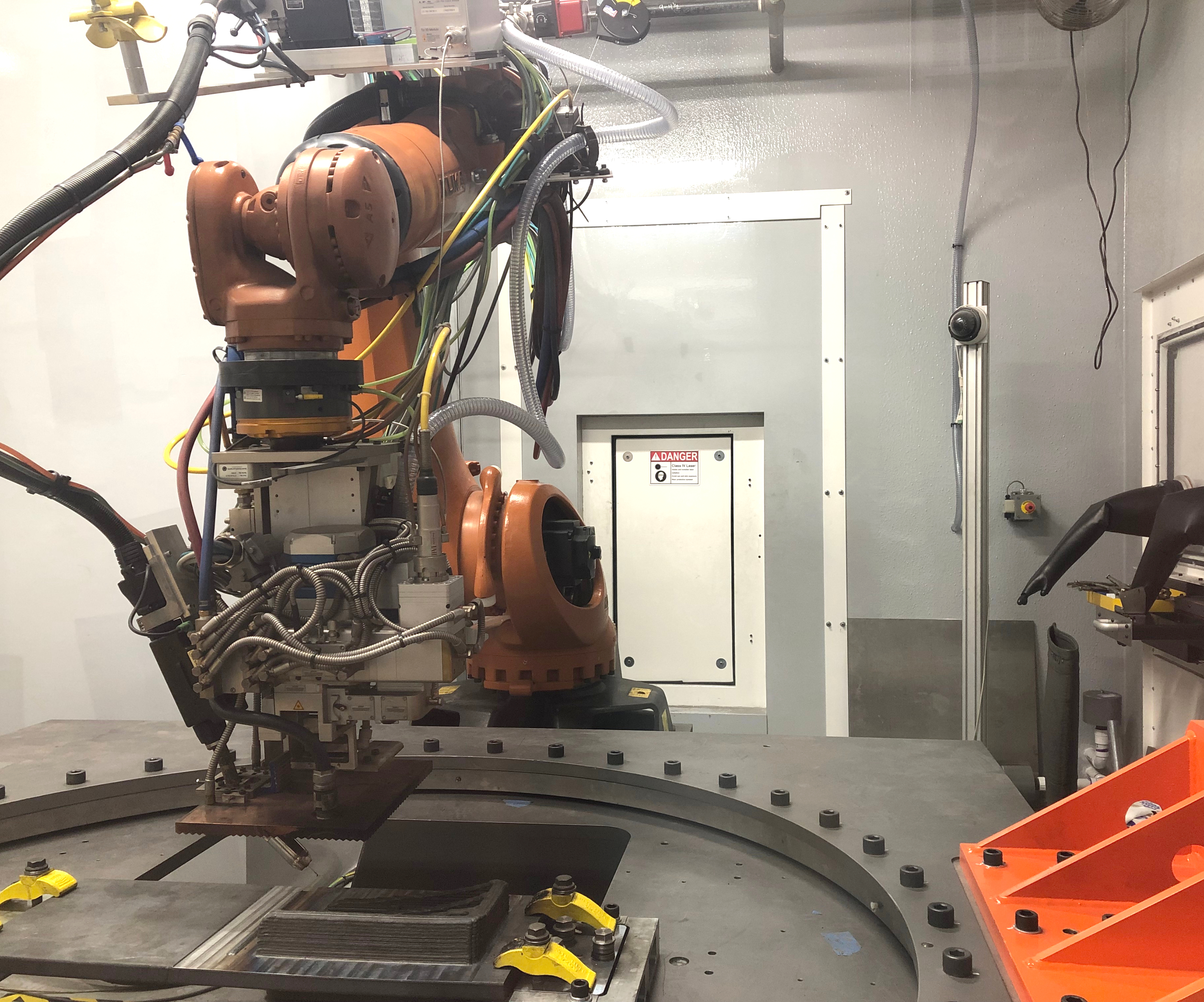
A view inside the robot-based additive manufacturing system used to make customer parts at Addere.

In operation, the laser-based system works in a protected environment. This monitor is in the adjactent control room.

Addere president Scott Woida discusses with me sample parts made using the robot AM system. The cup-within-a-cup structure directly in front of him is a part that would be difficult to make in one piece by any other method except AM. Also seen here (between Woida and me) is Addere VP Peter Gratschmayr.

The system uses standard weld wire, mounted and fed from outside the build area.

For material inspection, AM builds with the Addere system often include a sacrificial "butter stick" such as the one seen in the foreground, which is machined and measured to validate material properties.

This stainless steel sample piece measuring 5'11" tall and 20" wide was built in 30 hours. It illustrates not only fast 3D printing of large forms, but also the opportunity to pause and restart production. At the time of my visit, the part was partially done; it had been taken out of the machine so another job could run. The finished part seen here weighs 150 lbs (it’s hollow) and consists of about 1,800 layers of material.
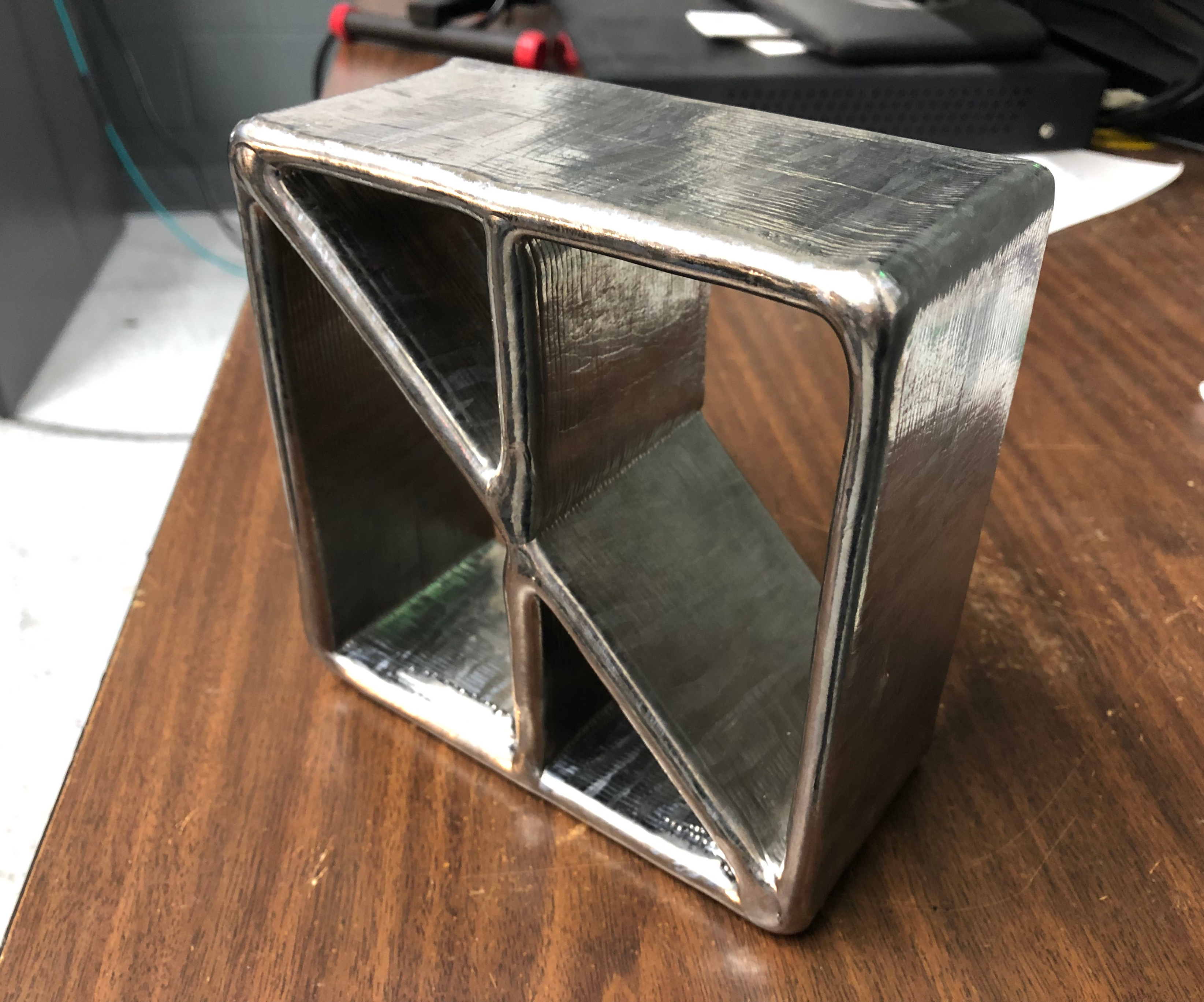
Control of the build parameters can allow for precision 3D printing as well. The relatively smooth walls of this part are as-printed, with no postprocessing beyond polishing.
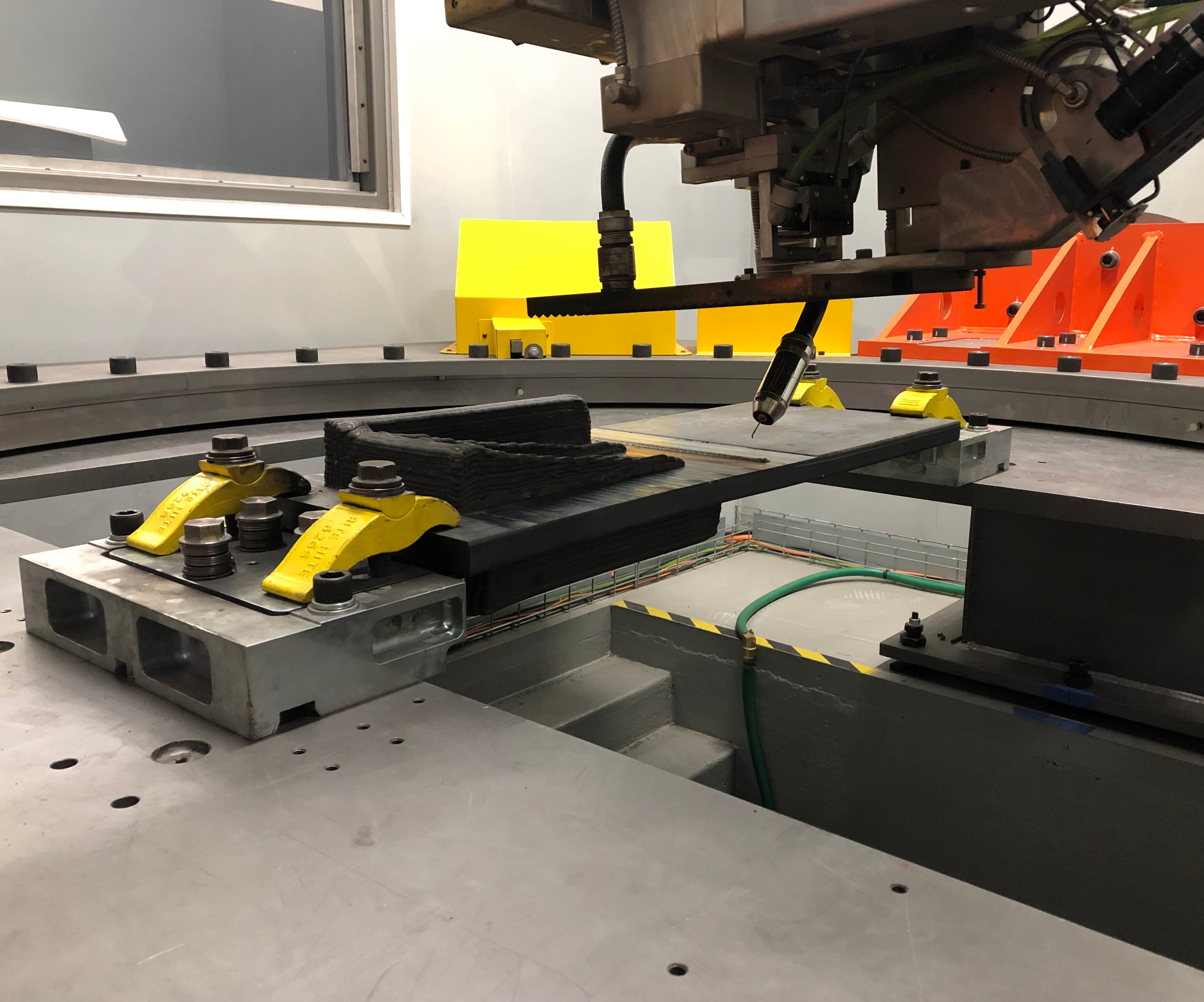
Distortion from thermal stress is a risk that becomes more pronounced as deposition rates increase. Addere frequently solves this problem by printing two identical parts at once on opposite sides of the substrate, balancing stress-induced forces. To build this way, the robot repeatedly pulls out of the way so the substrate can be flipped 180 degrees. Early on, the build proceeds in alternating layers on either side. As the paired parts get taller, the impact of stress is less and a frequency of up to four layers between flipping becomes possible.

This is AM that can go big, Woida says. For automation solutions, the parent company routinely deploys robots on long tracks. The same mechanism with the robot AM system could provide a cost-effective approach for very big builds.



The Addere robot-based metal additive manufacturing (AM) system is not based on welding. It builds 3D parts using off-the-shelf metal welding wire, but “welding” is not the right term for characterizing what the process is doing, its developers say.
“Think of the process as spot casting instead. We are not just laying down a bead, but also melting the material into the previous layers as we go,” says Scott Woida, president of both the Waukesha, Wisconsin-based Addere and its parent company, Midwest Engineered Systems (MWES).



The distinction is important. From a distance, performing metal 3D printing using a robot seems as though it would be easy. Robots have performed MIG welding for decades. Welding material in layers would appear to be an obvious next step. However, the way MWES found was neither easy nor obvious. MIG welding uses electrical current to melt material, delivering not enough heat and not enough localized melting to assure the kind of build precision and build integrity that a critical 3D printed part would require, the company says—or at least not at a build speed that would be efficient for a large part. The Addere system uses a laser instead. “We are coordinating a mechanical system with a light-based system in order to make this work,” Woida says, and doing so within the complex motion available to a robot. The complexities of this coordination posed challenges that MWES wrestled though for about two years, with the help of various partners, before going to market with its laser metal wire additive manufacturing system last year.
In doing so, the business unit that became Addere realized a directed energy deposition (DED) metal AM system combining various benefits. This system delivers the promise of using a robot for deposition (more on that promise below) with the economy of using standard welding wire, not powder, as the feed material. Today, Addere sells machines and also offers a metal AM part-making service that includes the option for customers to run the system themselves (in secret if necessary) in Addere’s facility.
Woida says one of the most important victories in the company’s journey to this point was a seemingly straightforward one: getting to a system that could deposit material accurately without regard to the direction in which the robot is moving.
Variable Layers
MWES is an automation supplier serving metalworking facilities, with a long history of engineering custom robot systems not only for part handling but also for material removal such as deburring or light machining. The experience in integrating robots with other systems, and integrating them as well with sensors for controlling their effectiveness within precisely engineered automated operations, provided the foundation allowing MWES team members to develop an effective laser-based robot metal additive system.
Coordinating seemingly unrelated outputs is the fundamental challenge. The traverse speed at the working end of the robot, the speed of the wire feeding into the part, the laser power and the wire temperature are all examples of variables crucial to the additive build in every moment of the process, and variables that have to coordinate despite the different subsystems delivering these effects.
And then there is the geometry of the build itself, Woida says . With this high-volume deposition process—Addere has reached a build rate of 50 pounds per hour—the precise layer height resulting from a given pass can vary significantly with material type and process parameters. Sensors therefore track the actual build size, and adaptive control over both the wire feed and the layer height ensures a consistent build despite this variable.
The company’s machining background is evident in the programming for this system; it uses Autodesk’s Powermill (software developed for CNC machining) to slice the part model and program moves for the robot. Addere’s contribution was an “intensive postprocessor,” Woida says, aimed in part at preventing the simple, side-feed orientation of the weld wire from inhibiting freedom of motion. To allow the robot to make an equally effective build pass in any direction it might move, the postprocessor adapts the robot’s posture (roll, pitch and yaw) to keep the wire feed out of the way of every programmed move.
The remaining challenges then include those familiar to any metal AM process. Namely, what overhangs are possible? And what is the impact of thermal stress? Addressing these is where the strengths of a robot-based system become apparent.
Balancing Stress
Addere has successfully applied the system to build with stainless steel (including a military grade) as well as carbon steel, various Inconel alloys and titanium 6-4. The higher the carbon content of the metal, the more difficult the build, the company says. It has built successfully with H13, but the process for this high-carbon tool steel was challenging to dial in. But in general, any metal available in weld wire is a candidate for this system.
The process has its own version of design for additive manufacturing (DFAM), including some considerations common to AM processes—such as optimizing the part orientation for build efficiency and part strength—and some considerations special to this process. For example, building a complete part with this system almost always consists of depositing material onto a metal substrate. For the kind of large parts this system is able to produce, the substrate is potentially a massive and costly slab of material. “So, do you cut the complete part off of the build, or do you design the part in such a way that the substrate is part of the finished component?” Woida says.
Food for thought: Do you cut the part off the build plate, or design it in such a way that the substrate becomes part of the finished 3D print? - via @AddMfgMedia https://ctt.ac/1bmdJ+
The robot itself helps address some of the more limiting problems of metal AM. For example: overhangs. Like other DED systems, this one is challenged by overhanging features. In a straight build with unvarying layer direction, it can maintain overhang angles of up to 25 degrees. However, layer direction need not be unvarying. The suppleness of the robot’s motion, when combined with a rotary axis beneath the part for changing its orientation, can allow for 3D printing in various directions off of the part within the same build.
Meanwhile, the nimbleness and compactness of the robot provides for an effective answer to thermal stresses, the company notes. A large DED build can lead to thermal stresses powerful enough to distort the part and even destroy it by causing it to warp or tear from its substrate. There is little that can be done in many cases to avoid thermal-stress-related forces, but these forces can be zeroed out by balancing them. The answer Addere has found is frequently to build the same part on opposite sides of the substrate, which is repeatedly flipped 180 degrees so that the two parts form simultaneously and neither part accumulates stress-related forces that are not balanced by the same stress-related forces on the other side. The advantage of the robot in this situation is in the way its slight size allows it to move entirely out of the way so the substrate can make this frequent 180-degree index.
Limitless Travel
And in much the same way, Woida says, the promise of the robot-based system is that of other DED systems, though the robot takes the promise farther.
Titanium, for example, becomes less expensive to use, because realizing a near-net shape through DED reduces the amount of machining required. Titanium becomes a candidate for parts beyond where the material is used today.
Meanwhile, a material such as stainless could be used less. Many solid components today are made entirely from stainless because of the need for the properties stainless brings at the surface. Through AM, and DED in particular, a stronger, lighter or less-expensive metal could be used as the base, with stainless applied only as the final outer layer. AM in general offers this promise, but the robot potentially offers the best way to scale it up.
Woida explains, “We could put the robot on a track to let it reach farther and build much larger components.” Indeed, there is nothing radical in this; the parent company has applied robots in this way for carrying parts between machines. And he sees robot-based AM going this same way—providing the most cost-effective solution for achieving additive production of parts that are very large. Aircraft manufacturing is one application, but so are other heavy industries not readily associated with additive.
For example, “What about 3D printed earthmoving equipment?” he asks. With its cost-effectiveness from off-the-shelf robots and wire, and with the effective limitlessness of the travel over which it can be applied, the robot-based system is the AM approach he sees as best able to deliver this possibility.







Related Content

Formlabs Part Removal Mechanism Enables Lights-Out Production
A build platform overcoming the need for manual part removal enables automated part handling, and therefore continuous production from one build cycle to the next.
Read More
3D Printed End of Arm Tooling Aids Automation
Frustrations with traditional end of arm tooling led Richard Savage to start 3D printing custom versions for injection molding applications, eventually founding a company to fill this niche.
Read More
500-Pound Replacement Part 3D Printed by Robot: The Cool Parts Show #50
Our biggest metal cool part so far: Wire arc additive manufacturing delivers a replacement (and upgrade) for a critical bearing housing on a large piece of industrial machinery.
Read More
Autonomous Cobot Automation Increases Production 3D Printer Output for Ford (Includes Video)
A mobile robot that travels to each Carbon machine to unload builds lets the automaker run an additional three to four builds per machine per day. Autonomous robots fit well with 3D printing, but their role in production will extend beyond just the additive machines.
Read MoreRead Next

The Possibilities of Electron Beam Additive Manufacturing
With dual-wire material feed now allowing for options including blended metal alloys, the metal-deposition process for large-part additive manufacturing continues to forge ahead.
Read More
Additive Manufacturing with Wire
This system has the benefits of cheaper cost and easier handling. But there can be some drawbacks as well.
Read More
3D Robotic Deposition Advances Conformal Cooling
A new conformal cooling technique has emerged, rooted in a multilayer robotic deposition technology that is capable of manufacturing near-net shape objects.
Read More