
Manage AM Expectations with Simulation
Move additive manufacturing away from empirically driven development with simulation.


The supports needed to successfully build a part depend upon the part’s orientation. 3DSim’s first simulation software product, ExaSim, directly predicts where supports are required. All images courtesy of 3DSim.
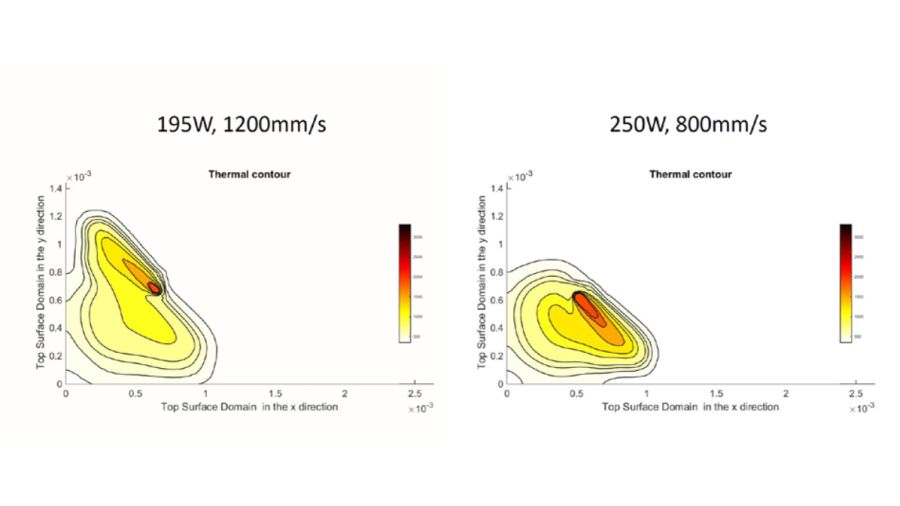
Here is an example of simulation software output showing temperature contour differences for two different process parameter combinations.
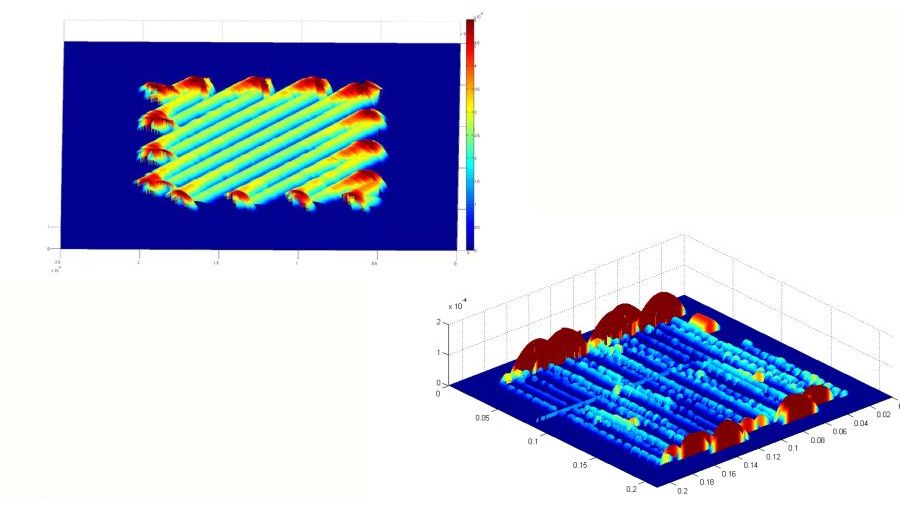
Here is an example of simulation software output showing surface roughness pattern differences for two different laser scan angles.



Many aircraft components today are 3D printed, and, of course, ensuring the quality of those parts is extremely important. Although additive manufacturing (AM) promises great potential, ensuring quality and even knowing what quality to expect are areas of question. Model simulation can help with this, and AM model simulation is liable to become especially important when it comes to flight-critical components that can make or literally break a flight. Simulation software developer 3DSim is working on research projects aimed at proving the value of simulation in the metal laser sintering process. That value will include not only helping to decrease the occurrence of failed builds and improve part quality, but also helping to shorten the learning curve among manufacturers embracing AM.
One of the company’s recent simulation projects involved modeling the behavior of the powder material during the laser sintering process to predict the effects of different material properties and their impact on the end part. Many AM users do not consider the characteristics of the material in this way, and how these characteristics can impact the final product or its processability.



There are in fact so many variabilities related to the material and its interaction with the machine in metal laser sintering that those who are in the business of making critical components arguably cannot afford to just test their way through the process. From a quality and certification perspective, 3DSim believes they will come to rely on physics-based modeling and simulation to be able to quantify the impact of machine parameters, build profiles, and powder and postprocessing variabilities on the performance of an AM part.
The part the company selected to put simulation through its paces was not overly ambitious in complexity. Although the part’s shapes were relatively simple, the difficulty lay in its very stringent performance criteria, including strength and fatigue properties.
The idea for model simulation is to tailor the model to the machine that will be used to make the part, as each machine variety has its own unique way of building, which can affect the performance of that metal laser-sintered part. The challenge of modeling and simulation is capturing that uniqueness from the given manufacturer. 3DSim has close relationships with many machine OEMs, so the group was able to obtain the necessary data for accurate simulation. This knowledge helps simulation accurately account for how the machine would be set up and get from this to the outcome of the build, bringing predictability to the AM process.
“The whole ecosystem for using simulation effectively has been missing,” says Brent Stucker, CEO of 3DSim. “So from the beginning, we started partnering with machine manufacturers to get the machine physics right; with material suppliers to guarantee the material science is right; with testing experts to make sure we are testing the parts properly; and with users like United Technologies, GE and the Navy to ensure we are getting the outcome of the predictions right. We set out to capture all of the critical information about the material, machine and geometry to predict how changes in the material, machine and geometry would affect the part.” The ultimate goal, he says, is to make it “easier for people to use AM without wasting time and money on experiments and trial and error.”
The overall project consists of three phases, he says. Phase 1 is completed and focused on sensitivity issues related to the effects of the powder’s characteristics on the part’s performance. The goal was to help the customer in this study develop specifications for a powder, and identify which parts would need tight control for maximum performance and which parts might enable the company to be more lax for economization when writing a material specification. “This is important because any time you have a tight specification, your costs increase,” Stucker says. Tight specifications require more accurate material testing, more material rejection and additional quality assurance costs. By only making material specifications tight in areas of critical importance, powder costs can decrease while ensuring quality and performance.
Once the part geometry is established, simulation software can be used to predict a representative laser scan path. The simulation yields a model for the laser and its interaction with the material. This model provides a material-science depiction of the phases the material moves through as it heats up, turns into a liquid and solidifies again. The model captures this process the way it plays out in the machine, accounting for the powder in the bed, heating up the powder, blasting it with an energy source (a laser beam, in this case) to melt it and rapidly cooling it for solidification. This simulation repeats for each layer of the build.
“We basically take these laser scan paths and predict what happens when the laser interacts with the material, point by point, as the part is being built,” Stucker says. Once the scan strategy for one layer is established, simulation can provide an accurate temperature history for that layer. That history then can be used to predict the material’s crystal structure, porosity, distortion and residual stress, based on machine and material physical factors such as powder packing density, laser energy absorption characteristics and thermal conductivity. This enables tuning process parameters to a new powder by watching how the same scan strategy performs with a different powder. In 3DSim’s project, the powder’s characteristics were varied, and simulation software predicted how part performance was impacted.
“We looked at more than 1,000 combinations of material property characteristics to understand which material aspects have a large impact on the outcomes and to get direction on where to spend money,” Stucker explains. “We got some interesting results that helped us identify which material characteristics need to be focused on and the correlation between material characteristics and melt pool width and depth.” By simulating melt pool width and depth accurately, a part’s surface roughness, accuracy and porosity can be directly predicted.
One characteristic is how laser energy gets absorbed in one material versus another. “Many people know this property is important, but we are taking it a step further by developing new experiments to measure that property accurately and quickly,” he says.
Simulation also showed that the temperature where the material melts and solidifies is very important. “Oftentimes, when users buy powder, they do not specify the melt temperature or how fast it needs to solidify,” he says. “They only consider size, shape, particle distribution and chemistry.” Supercooling, or very fast cooling, is a phenomenon that is rarely discussed outside of the casting world, he says, but in AM, cooling actually occurs at a superfast rate (a few microseconds) when the part solidifies, which causes the melt temperature to decrease several hundred degrees. This means the part doesn’t actually solidify until a few hundred degrees below the point where it would normally solidify if it was being cooled slowly.
“We found that predictions are highly sensitive to assumptions about the supercooling effect,” Stucker says. “How many hundreds of degrees supercooling suppresses the melting temperature can change your predicted outcomes by as much as 40 percent. That is huge! This is something that no one else was focusing on. We believed it was important, but this study provided some quantitative numbers to prove how important it actually is.” He says a lot of time is spent getting accurate numbers for any new alloy in order to understand how much the melting temperature is suppressed in faster cooling. This is a well-known phenomenon in materials science, but not in the AM world.
Overall, 3DSim’s simulation research project has shown that certain inherent material characteristics are critical to additive part manufacturing, including size, shape, mechanical properties, chemistry, heat conduction and melt point. Without the full understanding of the physics, chemistry, processing and machine-specific information that simulation provides, it might be impossible to decipher which characteristic has the most significant effect on the process and part.
To optimize processability and part performance, simulation now suggests it is necessary to specify even more parameters, which means AM users need more information to get the right information. “Without simulation, insights from Phase 1 would have only been discovered by a lot of trial and error in the lab,” Stucker says.
Phase 2 of the project is now underway and should be completed by the end of March. Its focus is build optimization, including the design of support structures for the AM process. The goal is to have the optimal machine parameters, such as part orientation, scan rate and laser settings, so that residual stresses can be minimized in the end product.
This second phase entails buying a new lot of powder and starting from scratch to test all of its characteristics and establish qualification procedures. Accordingly, it involves a partnership between UL and LP-3D Technologies, a joint venture between LPW Powder and 3DSim. The resultant information will then be used to develop a simulation tool specifically for that exact powder lot and to build parts on specific machines available at Stratasys Direct Manufacturing and the University of Louisville. The goal then will be to predict what will occur in those machines and measure whether or not the predicted outcomes actually happened.
The customer involved in this testing is observing this phase to see whether or not the material model can be tuned to a new powder lot, used with respect to a specific machine, and accurately predict outcome differences. This will lead to Phase 3 in late summer, which involves building the parts, getting them qualified through the required rigorous certification procedures and then putting them into use.
The end game is ensuring that the qualification scheme for this part—a flight-critical component—is built around an accurate predictive tool. Meeting the goal will require software that provides high-resolution simulation very fast, capturing not only part distortion but also physical characteristics including crystal structure, defects and porosity, so that when a change is made to the process, the model accurately predicts the effect of that change.
In this way, simulation will provide the means to manage expectations about what AM can do, now and in the future. It can provide insight and understanding before the part is produced, without much of the pains and costs associated with unpredicted failures, and it can also offer a tool for understanding the physics and mechanics of an AM build so that it can be improved.







Related Content

8 Cool Parts From RAPID+TCT 2022: The Cool Parts Show #46
AM parts for applications from automotive to aircraft to furniture, in materials including ceramic, foam, metal and copper-coated polymer.
Read More
Aircraft Ducts 3D Printed in Composite Instead of Metal: The Cool Parts Show #68
Eaton’s new reinforced PEKK, tailored to aircraft applications, provides a cheaper and faster way to make ducts compared to formed aluminum.
Read More
New Zeda Additive Manufacturing Factory in Ohio Will Serve Medical, Military and Aerospace Production
Site providing laser powder bed fusion as well as machining and other postprocessing will open in late 2023, and will employ over 100. Chief technology officer Greg Morris sees economic and personnel advantages of serving different markets from a single AM facility.
Read More
How 3D Printing Will Change Composites Manufacturing
A Q&A with the editor-in-chief of CompositesWorld explores tooling, continuous fiber, hybrid processes, and the opportunities for smaller and more intricate composite parts.
Read MoreRead Next

3D Printing Brings Sustainability, Accessibility to Glass Manufacturing
Australian startup Maple Glass Printing has developed a process for extruding glass into artwork, lab implements and architectural elements. Along the way, the company has also found more efficient ways of recycling this material.
Read More
Hybrid Additive Manufacturing Machine Tools Continue to Make Gains (Includes Video)
The hybrid machine tool is an idea that continues to advance. Two important developments of recent years expand the possibilities for this platform.
Read More
4 Ways the Education and Training Challenge Is Different for Additive Manufacturing
The advance of additive manufacturing means we need more professionals educated in AM technology.
Read More