
Integrating Additive Without Inhibiting Machining
Can AM be added to a CNC machine tool while keeping the machine’s cutting capabilities fully intact?
.jpg;width=70;height=70;mode=crop;format=webp)
The machine tool builder sees additive manufacturing as a complement to machining’s precision that potentially brings both design freedom and process efficiency to the machining cycle.

When not in use, the laser cladding head waits in the machine’s carousel alongside subtractive cutting tools. Two different additive heads are seen here.

A hybrid additive/subtractive version of this machining center is now available as a standard product, but the company says essentially any of its machines can now be made available as hybrids.



Mitsui Seiki is a machine tool builder that aims to excel in the area of precision. It provides machines, often custom-engineered, to meet CNC machining challenges related to high-value parts with particularly demanding tolerances. The company’s introduction of additive manufacturing as a capability it can now deliver might therefore seem like an odd fit, since additive by itself can’t achieve anything like the fine tolerances that machining can.
But Robb Hudson, technology and business development manager for the company, says additive manufacturing is an addition to machining that brings both design freedom and process efficiency to complement machining’s precision. And by consolidating more of a part’s processing into a single machine, it potentially reduces part handling, which facilitates precision as well. During the past year or more that the company has been preparing to come to market with additive capability, he says, it has been experimenting with how to use metal cutting and metal deposition effectively within the same machine tool, without having to compromise the effectiveness or promise of either capability.



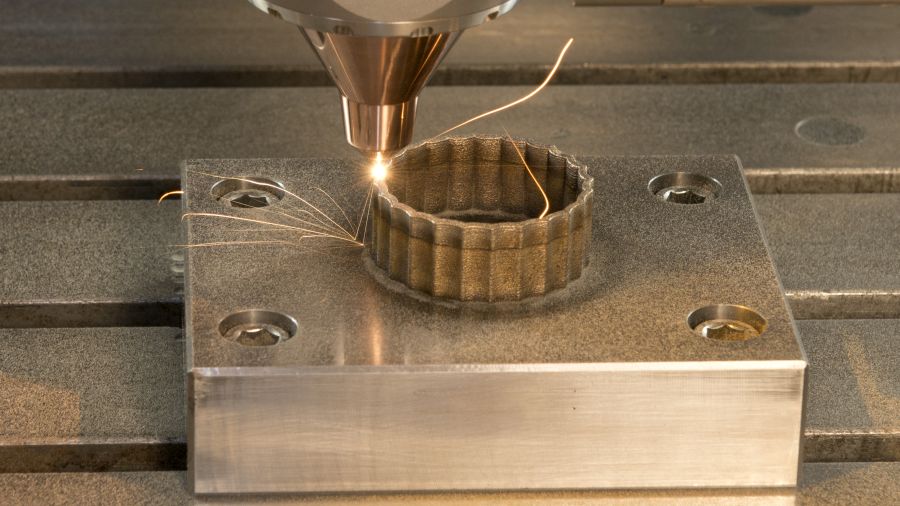
Mr. Hudson says essentially any of the company’s machines can now be made available as a hybrid system, capable of both additive and subtractive operations. A hybrid model of the company’s Vertex five-axis machining center will now be a standard product. The additive capability comes from the company’s partnership with Hybrid Manufacturing Technologies, the firm offering a system for integrating additive manufacturing capability into an existing machine tool. The Hybrid head performs metal additive manufacturing through laser cladding, feeding metal powder into a pool that is melted by a laser. The head mounts in the machine’s spindle using a toolholder, and when it is not in use, it waits in the machine’s carousel alongside other tools.
Yet integrating additive capability into the machine is not as simple as adding this head. The machine itself is also modified for safe use of the laser, as well as to enable powder flow. And if the full machining capabilities are to remain available, then new processing techniques along with other machine modifications are in order, too.
For example, what about coolant? Generally, coolant and lasers don’t mix, Mr. Hudson observes. But as part of the testing of additive/subtractive processing at Mitsui Seiki’s headquarters in Japan, the company has refined a process for using flood coolant extensively within a cycle that also includes additive layering. In this process, an air blow-off operation removes much of the volume of coolant still clinging to the part, followed by the laser applied at a wide focus to evaporate the rest. The surface dried in this way is ready for a new feature to be grown onto it through laser cladding.
A similarly important consideration is protection of the machine. Because some metal powder invariably escapes, preserving the machining precision demands ensuring that the powder does not affect sensitive mechanical systems such as the ballscrews and ways. Here, the company was able to draw on extensive prior experience, Mr. Hudson says. Guarding and other kinematic protections the company has engineered for machining centers used in precision graphite milling have been adapted to protecting the machine against metal powder.
The reward for all of this development will be the opportunity to deliver much more manufacturing capability within a single cycle, and bring much more of a part’s production into a single machine. CNC machining is the solution for tight precision, while additive manufacturing is potentially the solution where a high level of geometric complexity is needed. Those two benefits need not be separate—a part that includes geometrically challenging features is now also a part that can be machined to tight tolerances, without any handling or travel needed to transition between those objectives.
Indeed, that promise is particularly beneficial to manufacturers in the aerospace industry, Mr. Hudson says. A large portion of the machine tool builder’s customers are in this sector. “Their aim is often the buy-to-fly ratio, or how much material they have to purchase versus how much is left once all of the part’s machining is done,” he says. Buy-to-fly ratios are often high to machine elaborate aircraft components out of solid billet or even out of forgings, meaning material waste is high. But hybrid manufacturing offers a solution here as well. That is, instead of an oversize workpiece going into the machine to get much of its material cut away, what if a workpiece that was actually incomplete went into the machine instead? For material efficiency, some of this part’s features would still be produced through machining, while other features—narrow fins and other projections, for example—could instead be produced cost-effectively by additively building them on.







Related Content

New Zeda Additive Manufacturing Factory in Ohio Will Serve Medical, Military and Aerospace Production
Site providing laser powder bed fusion as well as machining and other postprocessing will open in late 2023, and will employ over 100. Chief technology officer Greg Morris sees economic and personnel advantages of serving different markets from a single AM facility.
Read More
Top 10 Additive Manufacturing Stories of 2023
Laser powder bed fusion, proprietary AM processes, machining and more made our list of top 10 articles and videos by pageviews this year.
Read More
DMG MORI: Build Plate “Pucks” Cut Postprocessing Time by 80%
For spinal implants and other small 3D printed parts made through laser powder bed fusion, separate clampable units resting within the build plate provide for easy transfer to a CNC lathe.
Read More
3D Printed Metal Component for CNC Machining Center: The Cool Parts Show #47
Machine tool maker DMG MORI improved this coolant delivery adapter by making the part through additive manufacturing instead of machining. One of the viewer-chosen winners of The Cool Parts Showcase.
Read MoreRead Next

3D Printing Brings Sustainability, Accessibility to Glass Manufacturing
Australian startup Maple Glass Printing has developed a process for extruding glass into artwork, lab implements and architectural elements. Along the way, the company has also found more efficient ways of recycling this material.
Read More
4 Ways the Education and Training Challenge Is Different for Additive Manufacturing
The advance of additive manufacturing means we need more professionals educated in AM technology.
Read More
Hybrid Additive Manufacturing Machine Tools Continue to Make Gains (Includes Video)
The hybrid machine tool is an idea that continues to advance. Two important developments of recent years expand the possibilities for this platform.
Read More