
Density Parameters in AM: Measurement and Relevance
For powder material used in additive manufacturing, “density” has various meanings. The different density definitions are useful in different ways.
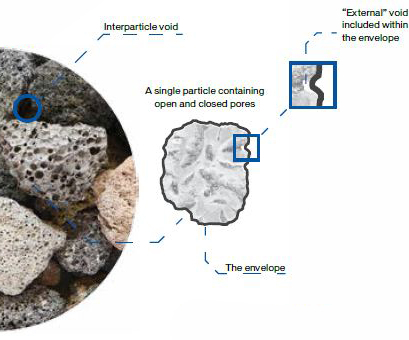
Interstitial volume and the presence of open and closed porosity gives rise to different density parameters for metal powders, including those used in additive manufacturing.
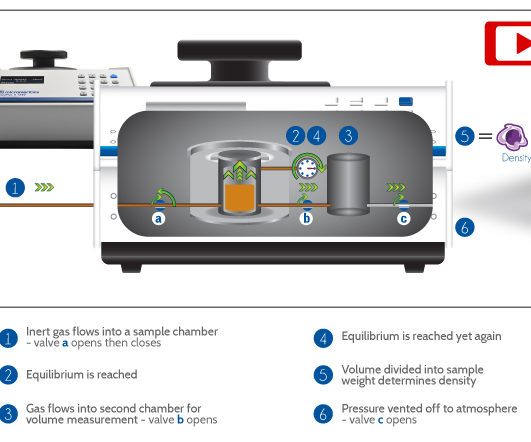
Gas pycnometry involves precise measurement of the volume of gas displaced by a sample.



When it comes to determining density parameters to support additive manufacturing (AM), it is easy to measure mass, whether the sample is a finished component or an aliquot of powder. However, measuring volume is less straightforward and, in fact, volume can be measured in various ways, producing different values of density. Understanding how alternative density parameters are measured is valuable for AM, to optimize raw material choice, process performance and the characteristics of finished components.
Bulk Density
Starting first with a powder feed, bulk density—the mass of powder divided by the volume the powder occupies—can be determined by pouring a known mass of sample into a measuring cylinder. Bulk density is a useful measure for comparing powder specifications and can provide insight into AM bed formation and powder flowability, a critical property for both raw and recycled materials. The volume measured includes the interstitial space between powder particles, so bulk density is heavily dependent on particle packing, which in turn is influenced by particle size and shape.



The inclusion of interstitial space, however, means that bulk density values depend on the extent of aeration or consolidation of the sample. Tapping or the application of pressure encourages the sample to consolidate tighter, and will increase bulk density. This effect can introduce variability in bulk density measurements and allow relevant measurement for a specific application. For example, bulk density can be measured under a low consolidation pressure to generate representative values for packaging or for metering from a hopper.
True (Absolute) Density
When it comes to assessing how a powder behaves during sintering, as particles melt and fuse to form the finished component, bulk density becomes less relevant and true density, also referred to as absolute density, is more informative. This is the density parameter based on the actual amount of material present and is simply and reliably measured using the technique of gas pycnometry. Gas pycnometry involves precise measurement of the volume of gas (typically nitrogen or helium) displaced by the sample.
If the displacement gas has access to void spaces in a powder sample, via accessible porosity, then gas pycnometry will measure a higher volume than if the sample has negligible porosity, or closed pores. The resulting lower density is referred to as a skeletal (or apparent) density. Where the porosity of a feed material is a significant concern, it can be studied using the mercury porosimetry technique. Various AM feeds, including most metal powders in the sub-45-micron size range, have low porosity, which means that gas pycnometry tends to return true density values.
Envelope Density
Finished components are often associated with an envelope density which, as the name suggests, is based on the volume defined by an envelope around the sample of interest. It too is measured using pycnometry, but with a dry, free-flowing powder as the displacement media. This powder is composed of small rigid spheres that flow around the component but will not penetrate the intricacies of what are often highly irregular structures. The ratio of envelope to true density therefore indicates the degree of porosity of the component, a metric that is typically of prime importance in defining performance.
Whether bulk, true, or envelope density measurements are required, there is proven instrumentation to help, with pycnometry valuably presented in versatile systems for density measurement that enable the measurement of multiple density parameters. These can provide detailed insight into AM materials and products to directly support the more efficient application of this transformative manufacturing technique.







Related Content

What is Powder Bed Fusion 3D Printing?
Whether in metal or polymer, with a laser or an electron beam, powder bed fusion (PBF) is one of the most widely used 3D printing techniques.
Read More
How to Build 10,000+ Shot Molds in Hours
Rapid tooling isn’t so rapid when it takes days to 3D print a metal mold, and then you still must machine it to reach the necessary tolerances. With Nexa3D’s polymer process you can print a mold in hours that is prototype or production ready and can last for more than 10,000 shots.
Read More
AM 101: Digital Light Synthesis (DLS)
Digital Light Synthesis (DLS) is the name for Carbon's resin-based 3D printing process. How it works and how it differs from stereolithography.
Read More
How Siemens Energy Applies Additive Manufacturing for Power Generation and More
At an applications center in Orlando, Florida, a small team of AM specialists is spanning industries by 3D printing parts to support both Siemens Energy power generation systems and external customers.
Read MoreRead Next

At General Atomics, Do Unmanned Aerial Systems Reveal the Future of Aircraft Manufacturing?
The maker of the Predator and SkyGuardian remote aircraft can implement additive manufacturing more rapidly and widely than the makers of other types of planes. The role of 3D printing in current and future UAS components hints at how far AM can go to save cost and time in aircraft production and design.
Read More
3D Printing Brings Sustainability, Accessibility to Glass Manufacturing
Australian startup Maple Glass Printing has developed a process for extruding glass into artwork, lab implements and architectural elements. Along the way, the company has also found more efficient ways of recycling this material.
Read More
Hybrid Additive Manufacturing Machine Tools Continue to Make Gains (Includes Video)
The hybrid machine tool is an idea that continues to advance. Two important developments of recent years expand the possibilities for this platform.
Read More