


As business has grown, the production floor at PMT Shielding Solutions has become full of completed jobs like this one—components PVD-coated in metal for electromagnetic shielding.
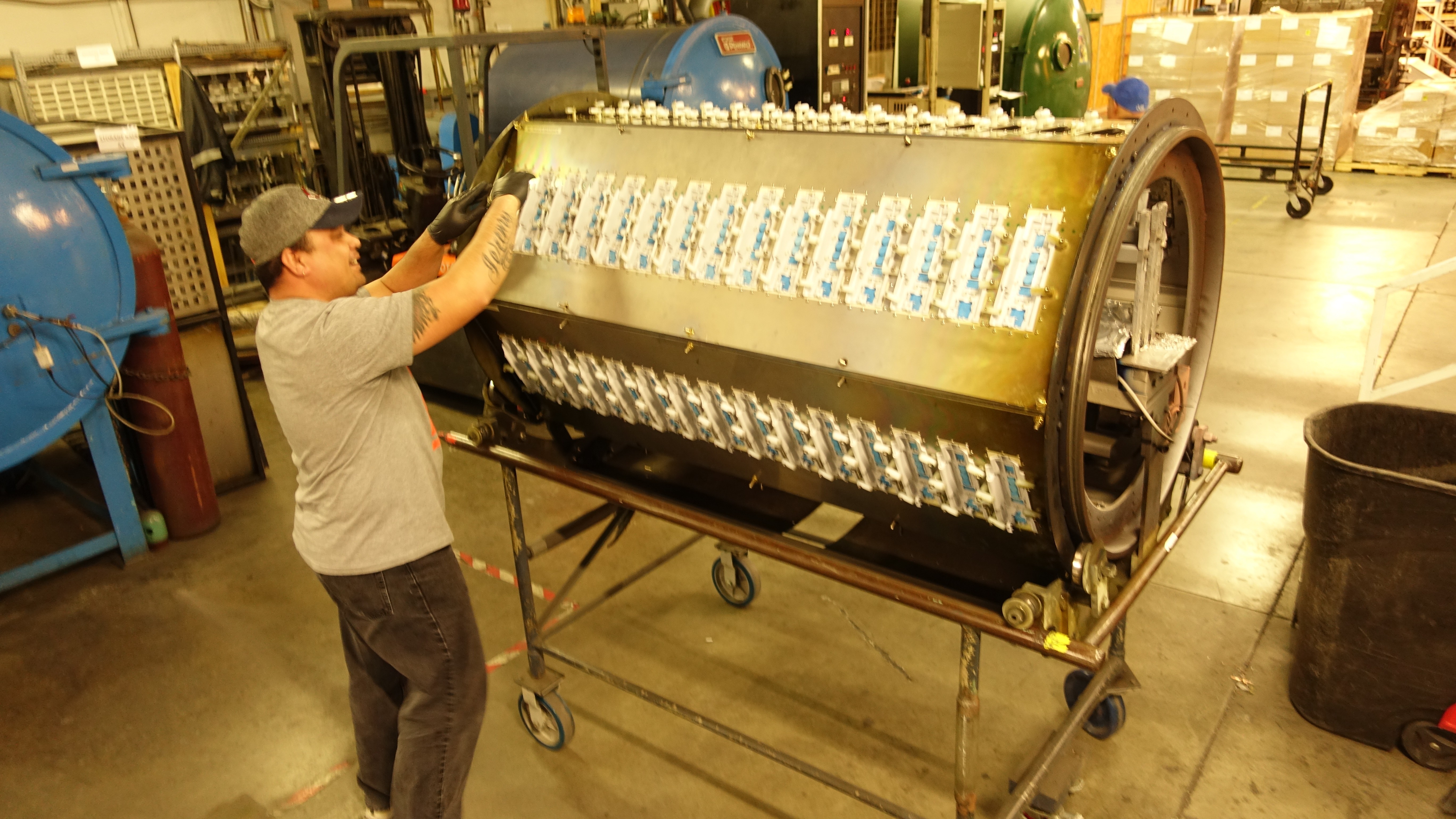
The tooling used in the process serves to mask the part so that only the correct surfaces receive the metal coating. The actual masking surfaces face inward—metal coating is applied from inside the drum.

The coating with metal vapor requires a vacuum chamber. This job will spend around 45 minutes in the chamber to ensure coating is complete.

Adam Anaforian shows the company's new preferred resource for making tooling. Two 3D printers making custom tools in-house (right in the office, in fact) have reduced the cost, delay and lack of design freedom associated with having tooling made externally.

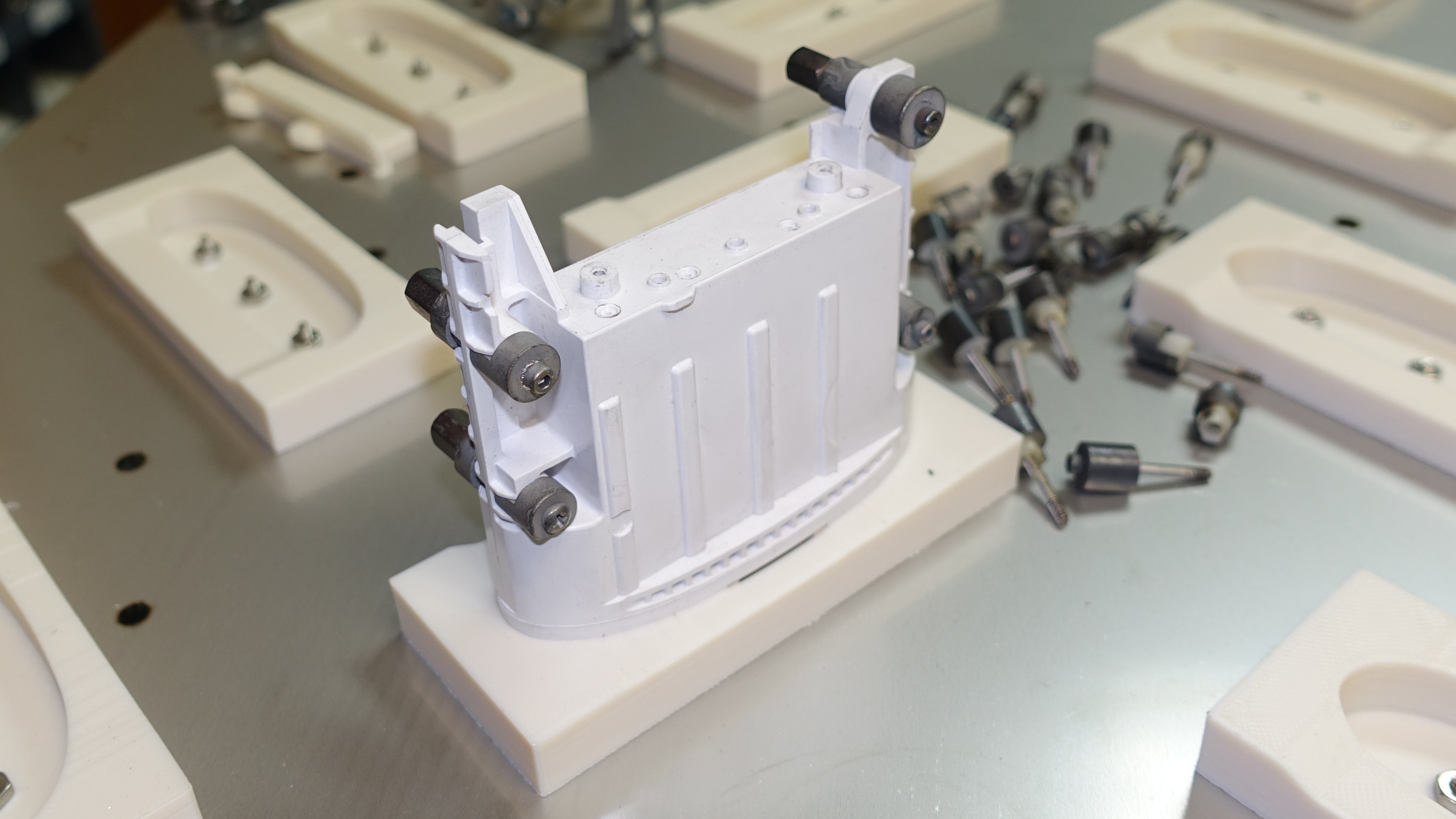
An example of a tool redesigned for 3D printing. A tool that was once assembled from four pieces is now a single-piece unit perfectly fitting the part. Since 100 or more parts might receive this masking in any batch, setup time has been reduced.

Quality assurance also benefits from 3D printing. An older assembled tool such as the one in the previous photo could sometimes allow coating through the seams. Hannah Shaner, one of the company’s inspectors, looks for problems such as this and spends time correcting them by cleaning away stray coating.
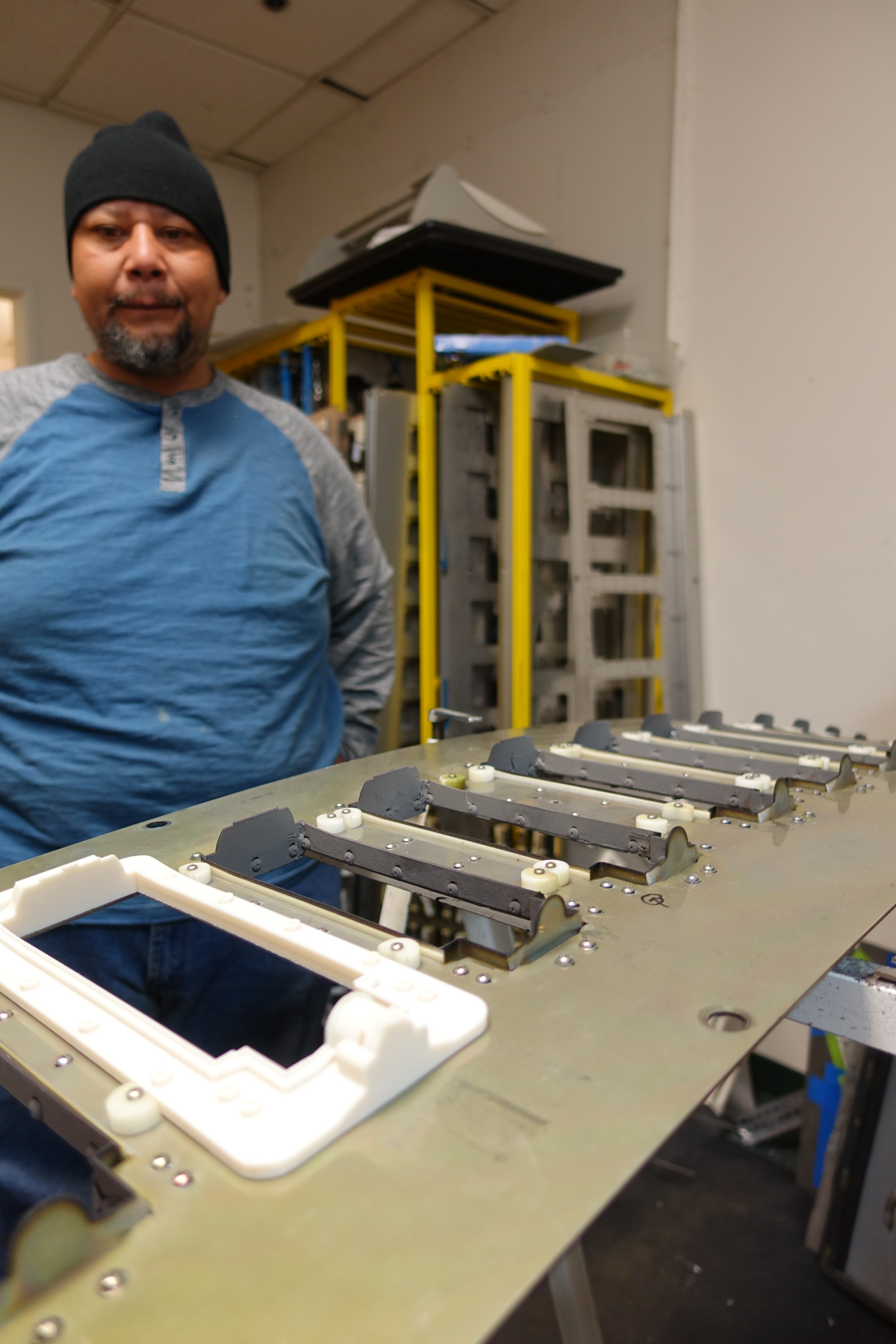
Process engineer Victor Figueroa is now less of a troubleshooter and more of an inventor. The 3D-printed tool in the foreground will replace tooling currently made of sheet metal guards. The sheet metal got bent through use, and it could scratch the coated parts.
In the past, masking this part meant screwing a plug into every hole. Figueroa helped to develop a time-saving and effort-saving alternative (next photo).
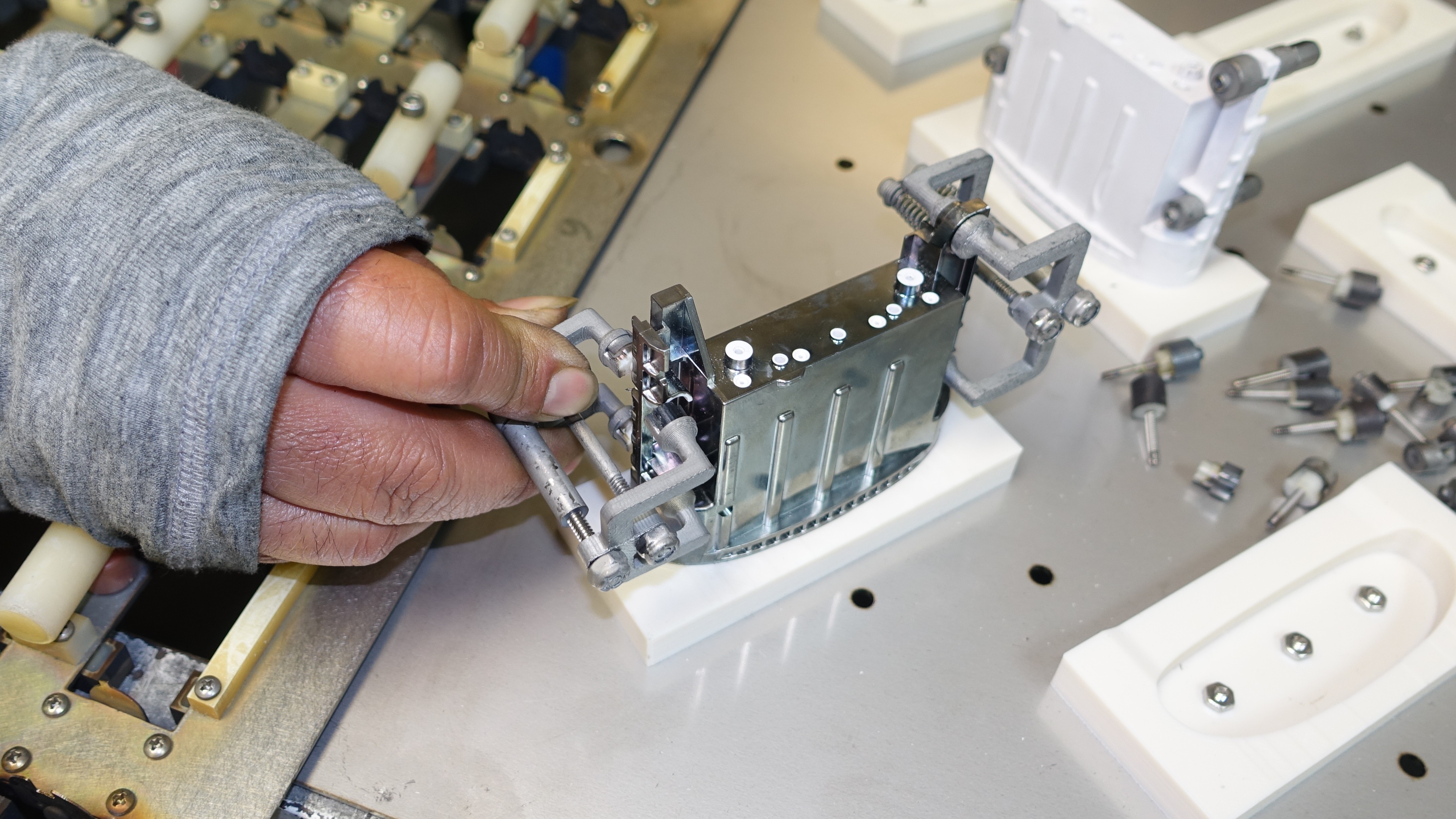
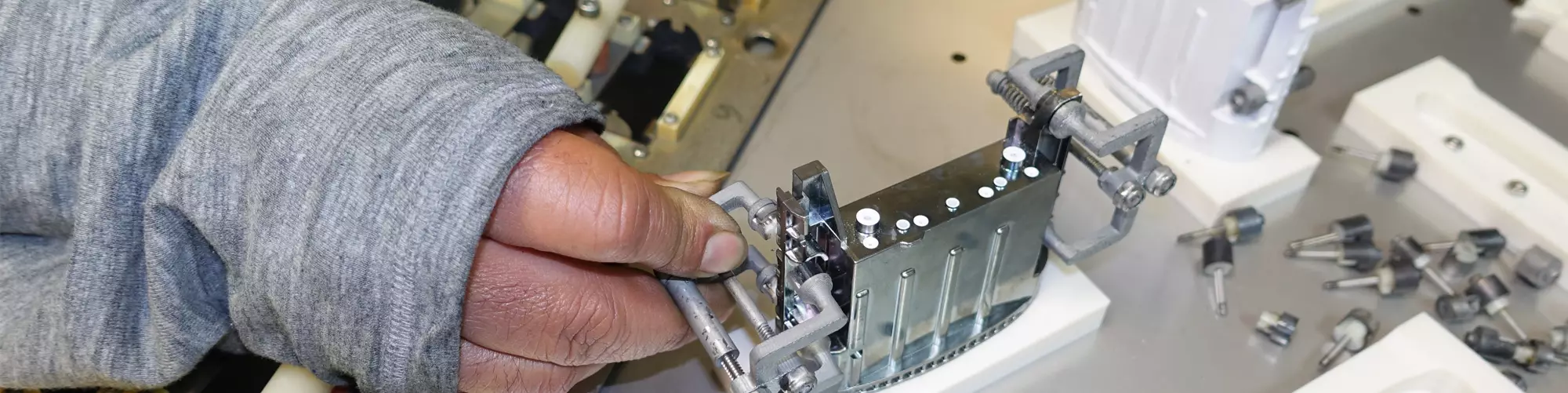
Two spring-loaded custom tools made of 3D-printed components cover the part's critical features by simply clamping onto them like a clothespin.
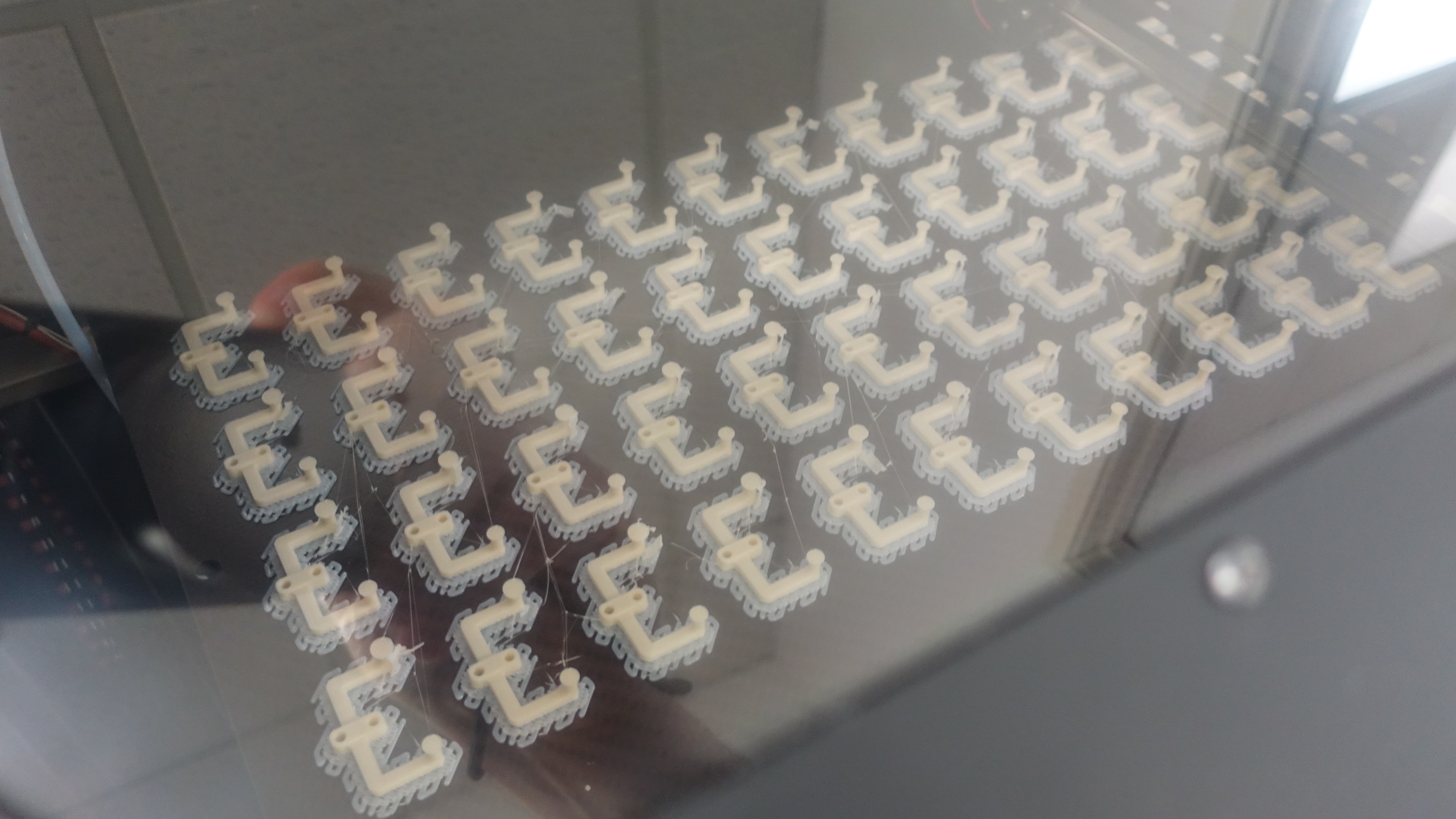
Tooling is used in such quantities at PMT that it is essentially printed in production volumes. The 3D printers now run around the clock and through the weekends making needed tools.
Share
Read Next



Additive manufacturing can reduce the role any of a number of operations that might be part of a manufacturing process today. For example, adopting AM might reduce the need for machining or, by enabling part consolidation, it might reduce assembly. At PMT Shielding Solutions in Tigard, Oregon, 3D printing accomplished both these things. Yet perhaps the most significant impact it has had relates to manual labor. With 3D printing now used to produce tooling, the labor required for each job here is less, and the pace of this company’s process is now less affected by manual effort than it once was.
PMT specializes in coating plastic parts with metals, often aluminum and copper, to provide shielding against electromagnetic or radio interference. Aerospace, defense and medical are all important industries, because all these sectors employ sensitive devices that cannot be allowed to fail because of a stray external signal. A medical device’s plastic housing receiving metal shielding on its inside surfaces is a type of part that is typical. The company has a physical vapor deposition (PVD) process involving metal vapor applied within a vacuum that adds a 1-micron-thick metal coating to all part surfaces not blocked by masking. Yet because some surfaces of almost any part must be kept free of the coating for the sake of assembly, applying or attaching masking to every piece is generally a major labor component of PMT’s work. As business has surged, employees have felt pushed to keep up.



But company leaders recently found a way to relieve that pressure, moving to 3D printing to create custom tools for the coated parts in place of masking using silicon or metal shields. The company bought first one “3ntr” brand polymer 3D printer from Plural Additive Manufacturing, then a second of these machines several months later, both for the mass production of fixtures for masking.
Now, the labor content of PVD coating is less. And in some cases, it is substantially less, because the availability of in-house 3D printing has allowed PMT’s staff to iteratively develop one-piece custom tools for parts that in the past required many separate touches to mask completely. The freedom to innovate and iterate is one of the most important benefits of having additive manufacturing capability in-house rather than relying on an external service bureau, according to PMT General Manager Adam Anaforian.
And he notes that the production rate now, in addition to being faster, is also more predictable. Reliance on manual effort to ensure proper masking of each piece using a collection or assembly of masking components has traditionally meant that productivity differed from person to person and from day to day. Even the rate through the quality assurance process could vary, because where 3D printing allows for detailed masks that fit the part perfectly, previously the company used simple masking solutions that were comparatively crude. Masking parts in the absence of custom fit means finesse has to be applied to ensure the simpler masks work, and finesse can sometimes fail. PMT Quality Inspector Athena Reynolds describes the effect the move to 3D printing has had in the case of one representative part, an infusion pump housing component. Improved masking of this part translates into reduced need for her to clean misplaced coating from individual pieces in order to complete them. As a result, the number of housings she can inspect in an eight-hour shift has gone from 400 to 500 up to 1,000 to 1,200. In short, AM wins productivity improvements both prior to the coating operation and after it as well.
Production Quantities
PMT’s masking tools are most strikingly different from other types of tooling in the area of quantity. A more typical tool—think jigs, fixtures or molds—can be used again and again for piece after piece. The same mold might make a million units. But PMT's coating operation is a batch process in which racks of plastic pieces are loaded into a vacuum chamber together. Every individual piece needs its own masking. As a result, PMT's creation of tooling is essentially a production operation. The two 3D printers run around the clock and through the weekends to generate hundreds of identical tooling components with each build.
“It seems strange to think about now, but previously, we doubted we could justify our own 3D printing,” Anaforian says. In any process, inefficiencies and shortcomings tend to be invisible because they are familiar. Keeping surfaces masked from coating in the past has involved, in various cases, silicon pads or plugs cut or molded to size; hard tooling built from machined components made by a nearby machine shop; and occasionally 3D-printed parts from a service bureau. The machine shop and the service bureau both represented options for creating custom tooling, and in theory these options seemed sufficient.In practice, however, the limitation the coater had come to accept was a generally imperfect fit resulting from a series of simple custom components being assembled together. The cost and distance of an external service provider limited how daring PMT was willing to be in devising elaborate tools that might fit detail for detail without any assembly required. Only a chance encounter with Plural Additive Manufacturing (related to a customer part that was 3D-printed) led PMT to question this acceptance. The team members here realized that both the cost and the learning investment for 3D printing might not be as high as they had assumed. Anaforian says just the cost difference between in-house and outsourced tooling proved sufficient for the first printer to pay for itself in seven months.
And during these early months, he and others in the company grew accustomed to their slightly changed roles, he says. Senior Mechanical Engineer Jason Hennessy, who works remotely for the Oregon company from an office in Minnesota, now designs elaborate 3D-printed tools based on customer part data. Anaforian maintains the 3D printers and keeps them loaded with material—a new responsibility that is not all that difficult or even inconvenient, given that the machines run in a room near his office. And the one whose job has perhaps most significantly changed for the better is Process Engineer Victor Figueroa, who is now much less of a repairman and troubleshooter for old tooling, and instead gets to be more of an inventor.
A Custom Tool Saves Effort
In his workroom, Figueroa showed me some of the tooling he has long maintained and repaired, and how 3D printing is making all this work easier. A 3D-printed mask that fits like a custom lid over a geometrically complex medical device housing replaced an assembly of machined components that previously allowed coating to sometimes slip through the seams. But far more difficult still was the rack of tooling for a frequently recurring small part, a component of a medical pump. Sheet metal guards were employed to mask each identical piece at each of the pockets where these parts mounted, but Figueroa says there were several problems with this tooling.
“To get the part mounted just right, so the sheet metal covered just the right portion of the part, the operator needed calipers,” he says. Setup time was therefore long. And over time, the sheet metal pieces got bent. “I'd fix them, but it was never perfect.” As a result, the masking differed from piece to piece. Plus, there was a potential quality problem: “The sheet metal could scratch the metal coating,” he says.
3D printing will fix every one of these problems. The hard tooling using sheet metal is still in use for now, but as capacity permits on the 3D printers, this tooling will be replaced using masks that are designed to precisely match and mate with the part. In the new tooling solution, every mask will be identical, made from rugged polymer that will resist abuse. Setup will be simple, and the plastic masks will offer no threat if they happen to rub against parts that have just been coated.
Perhaps the solution to date of which Figueroa is most proud is a spring-loaded tool for keeping the threaded holes free of coating on a medical-device electronics housing component. In the past, covering and protecting the attachment holes for this part meant manually screwing a plug into each one. Running a batch of these parts would mean screwing and unscrewing so many plugs that the employee’s hand would fatigue. The new solution Figueroa helped to devise (it was actually a team effort that went through four iterations before the team got the design right) takes the form of a custom clamp that covers four of this part's threaded holes with a simple squeeze of the tool. Two such custom tools mask each piece completely, replacing in just two clampings the masking that used to involve eight screwed and unscrewed plugs. As exemplified by this invention, PMT has now begun to explore possibilities in efficient masking that it would have never seen a practical way to realize prior to in-house 3D printing.
Take a Cue from the Queue
Business is still growing for PMT: An increasing reliance on sensitive electronics and increased concern about their fidelity creates more of the sorts of opportunities the company was founded to address. And for much of the past year, in-house 3D printing has been crucial for keeping up.
Indeed, the capability is already accepted and assumed. On the day I visited, a clustering of orders—various jobs from various sources that happened to come at once—had resulted in a backlog on the 3ntr machines. Tooling work queuing for 1,800 hours into the future put a brake on the speed by which jobs could be run and delivered. That tooling backlog is now considerably less, but the predicament made clear how far and how quickly additive manufacturing has advanced in this company. Not long ago, it was the capability PMT wasn’t sure it could justify. Now it has become a crucial factor able to affect the output and delivery of all the rest of the process.







Related Content

3D Printing with Plastic Pellets – What You Need to Know
A few 3D printers today are capable of working directly with resin pellets for feedstock. That brings extreme flexibility in material options, but also requires greater knowledge of how to best process any given resin. Here’s how FGF machine maker JuggerBot 3D addresses both the printing technology and the process know-how.
Read More
Multimaterial 3D Printing Enables Solid State Batteries
By combining different 3D printing processes and materials in a single layer, Sakuu’s Kavian platform can produce batteries for electric vehicles and other applications with twice the energy density and greater safety than traditional lithium-ion solutions.
Read More
Large-Format “Cold” 3D Printing With Polypropylene and Polyethylene
Israeli startup Largix has developed a production solution that can 3D print PP and PE without melting them. Its first test? Custom tanks for chemical storage.
Read More
Additive Manufacturing Is Subtractive, Too: How CNC Machining Integrates With AM (Includes Video)
For Keselowski Advanced Manufacturing, succeeding with laser powder bed fusion as a production process means developing a machine shop that is responsive to, and moves at the pacing of, metal 3D printing.
Read MoreRead Next

4 Ways the Education and Training Challenge Is Different for Additive Manufacturing
The advance of additive manufacturing means we need more professionals educated in AM technology.
Read More
Hybrid Additive Manufacturing Machine Tools Continue to Make Gains (Includes Video)
The hybrid machine tool is an idea that continues to advance. Two important developments of recent years expand the possibilities for this platform.
Read More
At General Atomics, Do Unmanned Aerial Systems Reveal the Future of Aircraft Manufacturing?
The maker of the Predator and SkyGuardian remote aircraft can implement additive manufacturing more rapidly and widely than the makers of other types of planes. The role of 3D printing in current and future UAS components hints at how far AM can go to save cost and time in aircraft production and design.
Read More