
Contract Shop Invests in Hybrid Manufacturing for Survival and Growth
An Ontario manufacturer sees hybrid manufacturing as a means for survival.
.jpg;width=70;height=70;mode=crop;format=webp)

Marv Fiebig, president of PTooling, spoke at length about his company’s strategy in bringing hybrid manufacturing technology in-house during an April event co-hosted by Canada Makes and the WindsorEssex Economic Development Corporation.
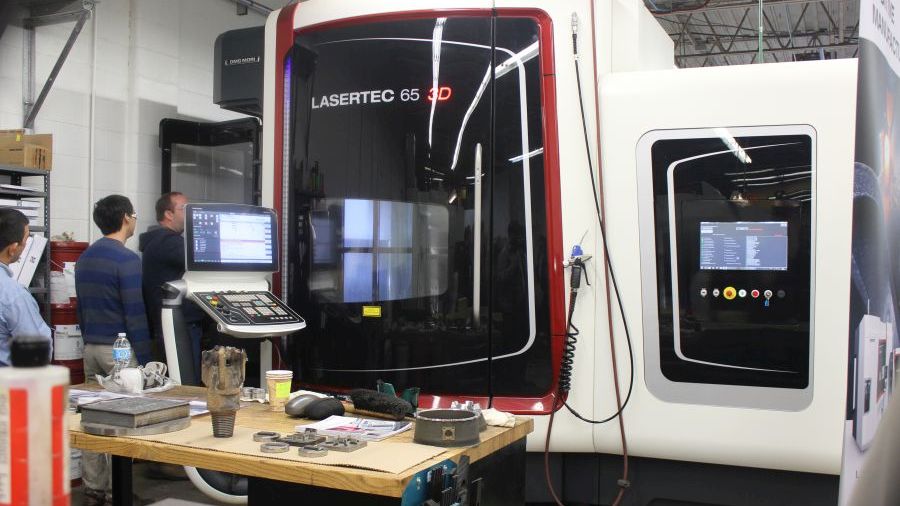
PTooling’s DMG MORI Lasertec 65 3D is the first to be purchased in North America. It is still the only service model on the continent not part of a captive operation.
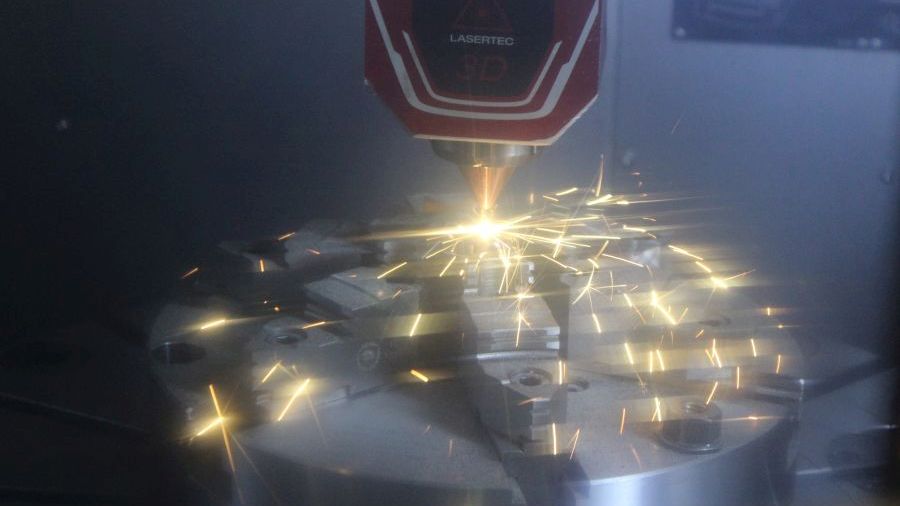
DMG MORI’s Lasertec 65 3D combines five-axis machining capabilities with a laser deposition head for additive manufacturing. Metal powder is fed directly to the laser beam, limiting the amount of material needed.
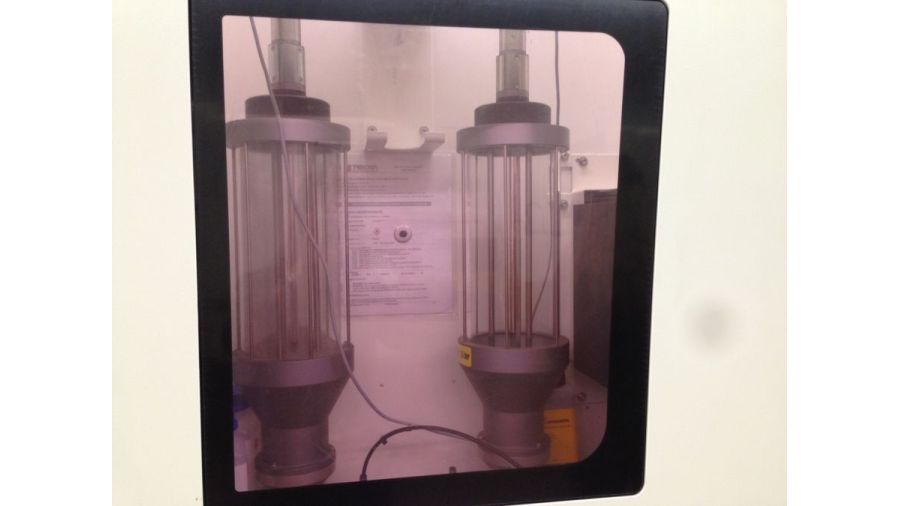
The Lasertec’s dual material hoppers were part of its appeal for PTooling, as the powder-fed system is more economical for large parts and enables faster, safer change-overs than powder bed machines. The hybrid can switch between materials in about a minute, or even mix them in the same part.
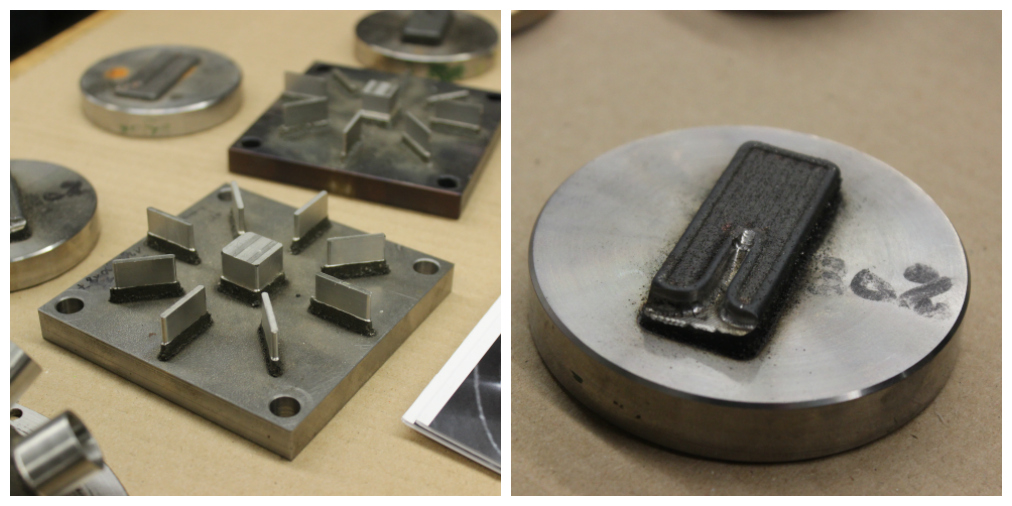
Test parts such as these help show some of the possibilities of hybrid manufacturing. The thin and square pieces on the square build plate were laser-deposited and then machined to a smooth finish. Meanwhile, the notch in the part on the round plate was machined after each layer, demonstrating how subtractive work could be limited only to those areas where it is necessary.
Share
Read Next



PTooling may not be the place you’d expect to find the first installation of a cutting-edge hybrid manufacturing system. The contract manufacturer in Amherstburg, Ontario, is a small family-owned company that has served Canada’s oilfield industry since 1999, relying on equipment such as its CNC turning centers and vertical machining center. But today the company is the owner of the first DMG MORI Lasertec 3D 65 hybrid milling and laser deposition machine to have been purchased in North America. As to why PTooling decided to make this leap into hybrid manufacturing, the company’s president, Marv Fiebig, says: “Survival.”
Invest to Survive
Leveraging advanced manufacturing technology is a strategy that has helped PTooling get through difficult times in the past. When the market went south in 2008, Fiebig realized that his company would have to differentiate itself from the other “mom and pop” shops also serving the oilfield industry in order to stay in business. The solution then was to modify the supply chain and invest in new, advanced equipment. The shop purchased a coordinate measuring machine and ramped up its quality department. These changes helped PTooling survive the downturn by setting it apart from its competitors.
Featured Content



With Canada’s oilfield industry again in a slump since mid-2014, PTooling’s purchase of the Lasertec hybrid is the next step in its evolution, as a means to diversify its operations and bring benefits to existing customers. Additive manufacturing had seemed like a move in the right direction for some time, but the company was waiting for the right metal AM machine to come along. According to Fiebig, powder bed machines didn’t have build envelopes large enough for the company’s needs. Other systems were rejected because of restrictions on the types and numbers of materials that could be used.
The Lasertec 65 3D won out for several reasons. Fiebig likes the fact that it is a hybrid machining center—not just a dedicated AM system. This allows PTooling to mill parts aggressively, like it would in any other machining center; in fact, the machine is sometimes used as a spare mill if its AM capabilities are not required. And when the additive head is used on a hybrid project, parts can be easily milled as they are built, even after each layer if necessary.
In addition, the Lasertec’s laser deposition strategy is better suited to PTooling’s needs than a powder bed system, says Fiebig. The machine’s powder-fed head not only makes a larger work envelope possible, which is necessary to accommodate larger parts such as oilfield components, but the material deposition also enables building up a part essentially from nothing, rather than starting with a large volume of powder. The result is lower startup cost and less waste. Furthermore, the Lasertec’s dual material hoppers make it possible to switch between materials in about one minute, versus the time it would take to safely clean out a powder bed machine and restock it. The dual hoppers even enable the use of two different materials within the same part, including blending the materials together.
New Possibilities
Now that the machine has been running for several months, the employees at PTooling are excited about what it can do. Early customer applications have included a mold core and cavity that was laser deposited from the bottom up with conformal cooling channels designed to encourage turbulence in the cooling fluid (for better heat transfer), and an oilfield drill with a laser-cladded exterior layer meant to increase its durability.
On the whole, PTooling is finding that customers are eager to work with the company and see if their parts are suitable for this kind of hybrid manufacturing. In fact, Fiebig says that for the first time ever, new customers are calling him (instead of the other way around) now that the word is out about the machine. It’s been helping the company gain traction with big-name oilfield companies, as well as diversify into new industries such as aerospace.
PTooling is also in a position to teach fellow manufacturers about hybrid technology. According to Fiebig, additive is challenged right now because people like the end result—a mold that cools faster, a component that’s lighter—but aren’t necessarily willing to sign off on a purchase order for a machine. There’s fear, he says. And that fear is somewhat justified. He readily admits that bringing an additive or hybrid machine on board is an expensive proposition, and the tasks necessary to define and refine the process take time.
“But we’re doing it, and we’re not regretting it,” he says. That fearless attitude has helped position PTooling at what Fiebig calls the “bleeding edge” of its industry. His advice to other manufacturers: “If you’re contemplating this type of machinery, you’re not going to make a mistake in pursuing it. If you’re contemplating a project that would use this type of technology, don’t be afraid of it.”


Related Content

How 3D Printing Will Change Composites Manufacturing
A Q&A with the editor-in-chief of CompositesWorld explores tooling, continuous fiber, hybrid processes, and the opportunities for smaller and more intricate composite parts.
Read More
Hybrid Metal 3D Printer Enables Quick-turn Prototyping
IMTS: Matsuura Machinery’s Lumex Avance hybrid metal 3D printers are said to enable lights-out production for highly accurate parts from metal powders.
Read More
The World’s Tallest Freestanding 3D Printed Structure
Dimensional Innovations paired additive and subtractive manufacturing to create a monument for the NFL’s Las Vegas Raiders new stadium. The “never been done before” project resulted in the world’s tallest freestanding 3D printed structure.
Read More
Hybrid Additive Manufacturing Machine Tools Continue to Make Gains (Includes Video)
The hybrid machine tool is an idea that continues to advance. Two important developments of recent years expand the possibilities for this platform.
Read MoreRead Next

4 Ways the Education and Training Challenge Is Different for Additive Manufacturing
The advance of additive manufacturing means we need more professionals educated in AM technology.
Read More
At General Atomics, Do Unmanned Aerial Systems Reveal the Future of Aircraft Manufacturing?
The maker of the Predator and SkyGuardian remote aircraft can implement additive manufacturing more rapidly and widely than the makers of other types of planes. The role of 3D printing in current and future UAS components hints at how far AM can go to save cost and time in aircraft production and design.
Read More
Hybrid Additive Manufacturing Machine Tools Continue to Make Gains (Includes Video)
The hybrid machine tool is an idea that continues to advance. Two important developments of recent years expand the possibilities for this platform.
Read More