
Benchmarking: How Do Metal 3D Printers Really Compare?
When serial production is the goal, quality is paramount. Contract manufacturer Cumberland Additive shares a benchmarking experiment comparing two of its powder bed fusion metal 3D printers in this presentation from AM In-Depth.
.jpg;width=70;height=70;mode=crop;format=webp)



As additive manufacturing (AM) has taken hold as a production method, companies that wish to take advantage of this technology are also inherently concerned with quality. AM is still a young process and 3D printers can vary widely in terms of capabilities and consistency.
Ensuring repeatability across metal 3D printers was a topic of discussion during AM In-Depth, an educational series housed within IMTS Spark. Brenna McCornac, additive manufacturing engineer with Cumberland Additive, shared a benchmarking experiment in which the company compared two of its powder bed fusion (PBF) metal 3D printers from different builders.




“I intended for all of these specimens to fail,” McCornac said, pointing out that the benchmarking tests were designed to push the 3D printers to their limits. Builds that succeeded offered insights into the geometric capabilities and strengths of each platform. Watch the recording.
The two 3D printers were run through a series of tests using Ni718 powder from the same lot as a way of better understanding how they function during normal use and the particular strengths or weaknesses of each system when using this material.
The 3D printers were evaluated on the following factors:
- Plate heating. Interestingly, the build plate temperature reported by each system was less than that found by thermocouples placed on top of their print surfaces, due to plate heaters being located below the plate; understanding this discrepancy could help users achieve better consistency through longer preheating steps or by checking temperatures independent of the system sensors.
- Tensile properties. Test builds with artifacts scattered across the plate resulted in parts with better elongation than indicated by either 3D printer manufacturer, but slightly less yield and ultimate strength than expected. Additive manufacturing users have an obligation to evaluate the tensile properties of builds themselves, she says, rather than rely on documentation from the printer supplier.
- Geometric capability. In several cases the metal 3D printers were found to be more capable than manufacturers’ guidelines suggested; one system successfully printed an overhang of 35 degrees, for instance, despite a minimum overhang recommendation of 45 degrees. Holes, pins and thin walls were also evaluated, with the results indicating that some 3D printers may be more capable and reliable at creating certain features.
- Gas flow. One of the 3D printers suffered from a dead zone with poor gas flow in one corner, resulting in a degradation of mechanical properties there. In this case, Cumberland Additive worked with the printer manufacturer to upgrade the system and correct the issue. In cases where that is not possible, having an accurate benchmark of build locations within a machine can help ensure quality by guiding part placement.
For more detail on the benchmarking tests used as well as some advice for additive manufacturers pursuing benchmarking in service of serial production, see the recorded session.
Questions from the Live Session
Due to a technical glitch, questions from the audience didn’t make it through to the presenter during the live recording of this AM In-Depth session. McCornac provided these answers after the fact.
- If your various machines have different recoating schemes, have you noticed to what extent [they] affect repeatability?
- Our machines have similar recoating mechanisms, so we haven’t seen any impact on repeatability. Across different platforms, the direction of recoat does differ so we have to account for that in build setup. However, this has no impact on part quality.
- For the 10-mm holes, where there was “burn in,” were those done with the part flat in the XY plane or were they holes in a sidewall (printed in XZ orientation)? If XY, why does the burn-in occur, creating out-of-round holes?
- The 10-mm holes were printed in XZ, so the burning is caused by the overhang at the closing of the hole.
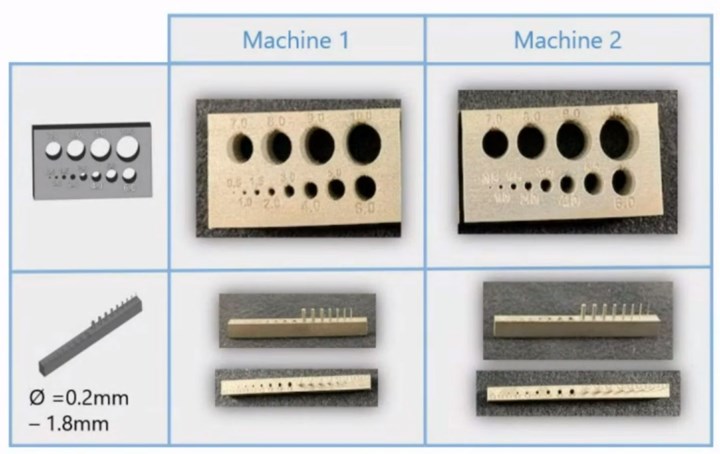
The question above refers to these geometric tests — the burn in mentioned can be seen in some of the larger holes produced.







Related Content

AM 101: What Is Binder Jetting? (Includes Video)
Binder jetting requires no support structures, is accurate and repeatable, and is said to eliminate dimensional distortion problems common in some high-heat 3D technologies. Here is a look at how binder jetting works and its benefits for additive manufacturing.
Read More
AM 101: NanoParticle Jetting (NPJ)
The proprietary process from XJet builds ceramic and metal parts using nanoparticle suspensions. Learn how NPJ works in this introductory article, part of our AM 101 series.
Read More
How to Build 10,000+ Shot Molds in Hours
Rapid tooling isn’t so rapid when it takes days to 3D print a metal mold, and then you still must machine it to reach the necessary tolerances. With Nexa3D’s polymer process you can print a mold in hours that is prototype or production ready and can last for more than 10,000 shots.
Read More
3D Printing Molds With Metal Paste: The Mantle Process Explained (Video)
Metal paste is the starting point for a process using 3D printing, CNC shaping and sintering to deliver precise H13 or P20 steel tooling for plastics injection molding. Peter Zelinski talks through the steps of the process in this video filmed with Mantle equipment.
Read MoreRead Next

6 Things I Learned about Metal 3D Printing at the AMIST
I sat in on one and a half days of a five-day class offered at the Additive Manufacturing Institute of Science and Technology (AMIST) in Louisville. Here’s just some of what I learned.
Read More
The Case for Additive Manufacturing in Production
3D printing may have started out as a rapid prototyping technique, but the machines and materials have matured to the point that production is not only viable, but desirable, in many cases.
Read More
Your Metal AM Process Development Tool? A Spreadsheet (Includes Video)
Spreadsheet integration with Renishaw software allows for fast programming of metal additive manufacturing test builds. Watch video for demonstration of defining many laser parameter combinations for use in a single test.
Read More