
.jpg;width=70;height=70;mode=crop;format=webp)
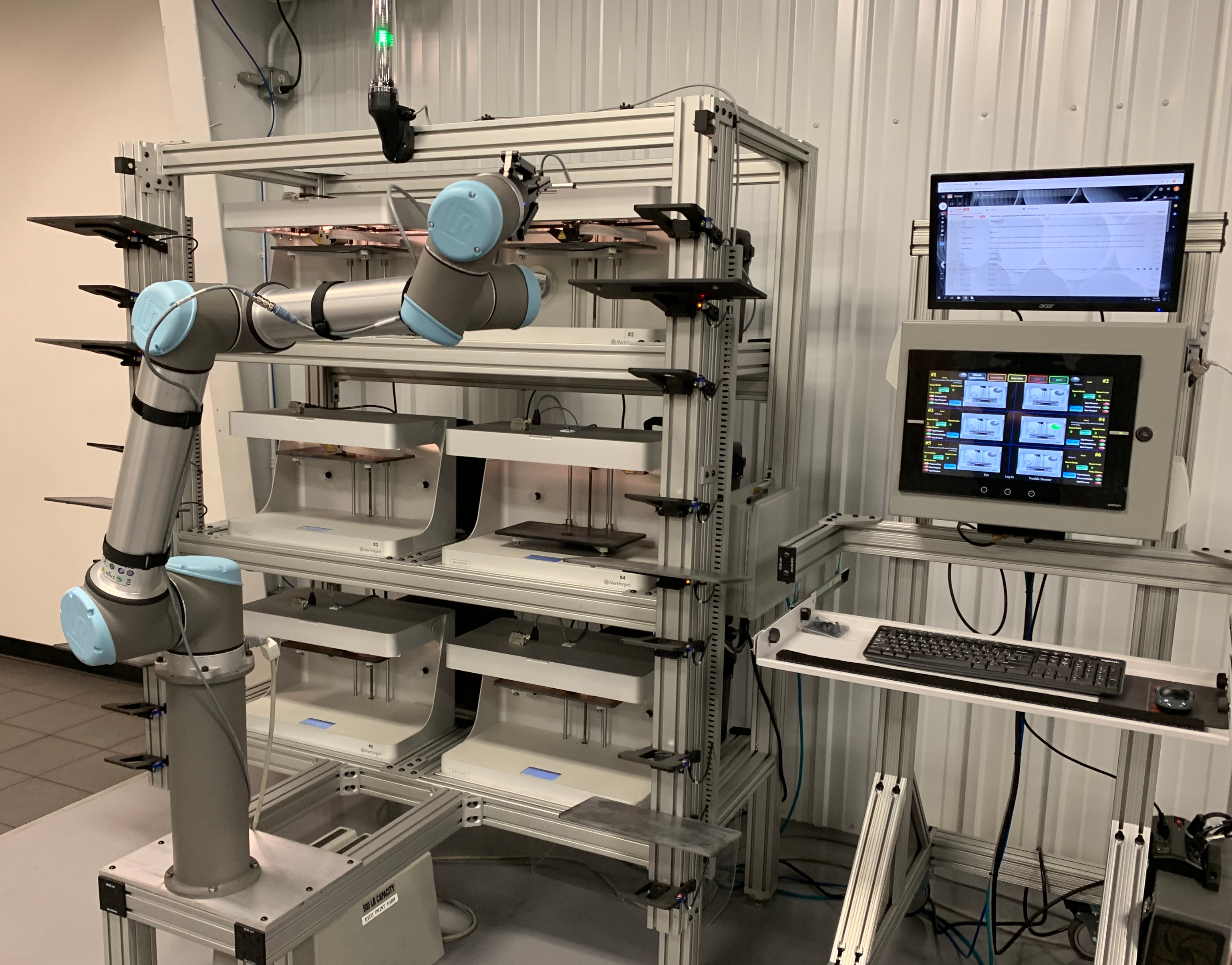
Evco’s automated cell can now run 24/7 with a Universal Robots cobot to load/unload the six Markforged 3D printers. The key challenge to setting up this cell was figuring out how to have the cobot and printers talk to each other. Email, software and hardware were all part of the solution.

The Markforged cell represents “soft” automation, a flexible setup that can be easily changed and adapted. Most of Evco’s previous automation experience has been with “hard” automation like this injection molding cell, where the robot is boxed in away from humans and programming is expected to stay the same for long stretches of time.

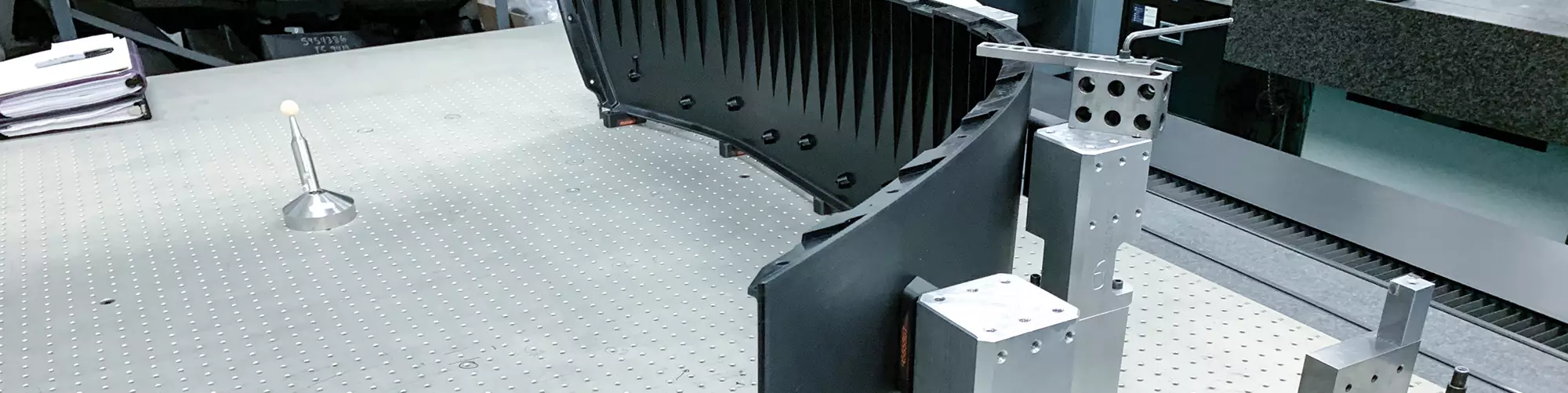
Evco’s CMM lab in its DeForest, Wisconsin, headquarters is the company’s largest 3D printing customer currently. Custom fixtures like the ones seen here are designed to attach to standard blocks, allowing parts to be held in just the right orientation for inspection.

For smaller parts like this, 3D printed nests are designed using the part’s existing CAD model, similar to how Evco would design a mold.

Fixtures are labelled and stored in bins by part number so that recurring jobs can be easily re-fixtured.

Mark McDonald, design manager, holds a block 3D printed in a Markforged printer. While not an obvious application for 3D printing, making these blocks helps keep the printers busy in slow times and at this size, is cheaper than having a machinist devote time to making them. The printer stops at certain times in the build so that threaded inserts can be placed in the corners.
When a build finishes or pauses, the 3D printer sends an email that is read by a processor. The information in the subject line is matched to the job number in a database, and communicated to a PLC that then instructs the robot to remove the used build plate and replace it with another from the printer’s matching set.

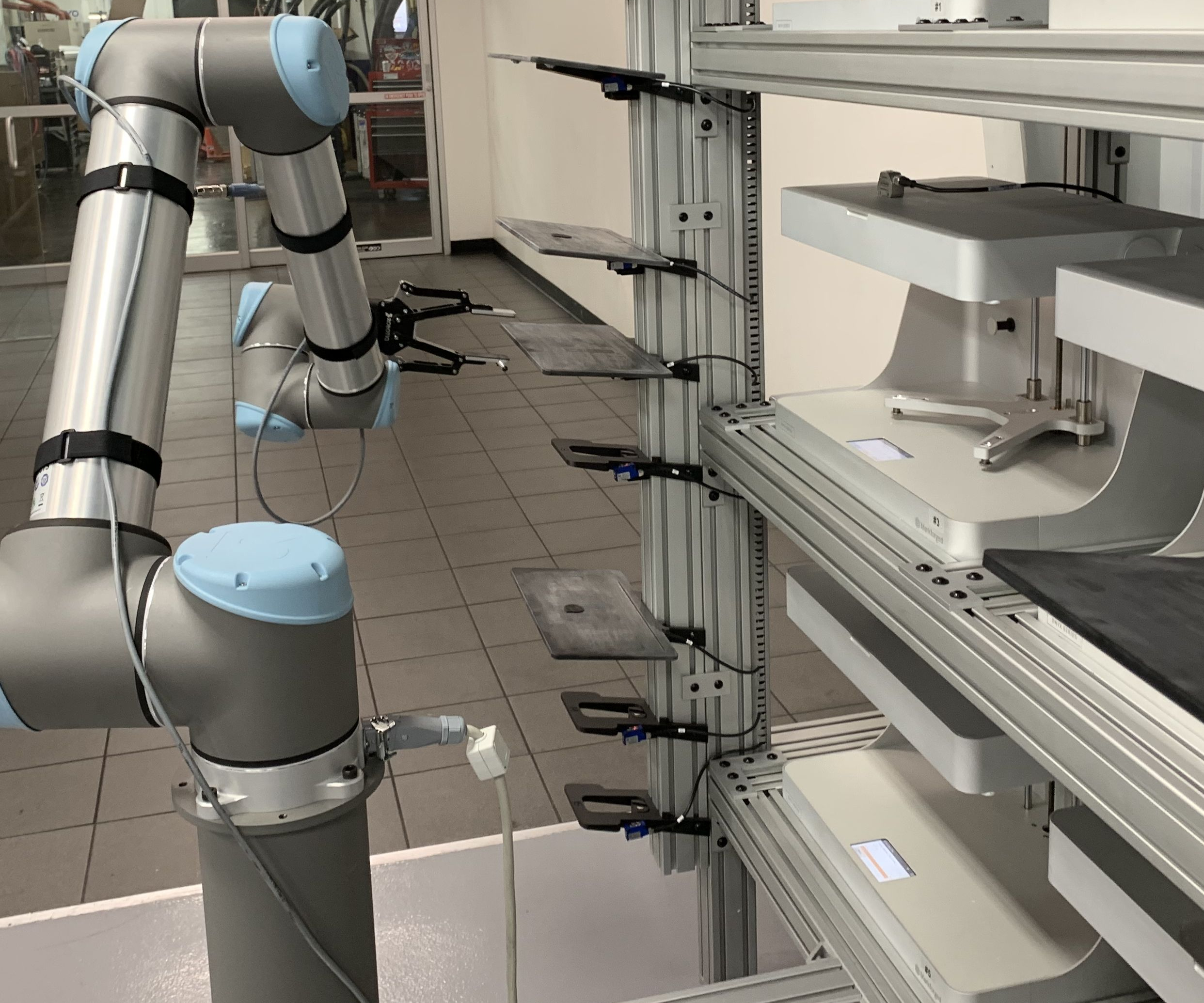
The cobot is equipped with a stylus so that it can interact with the printer touchscreens and initiate the next build.
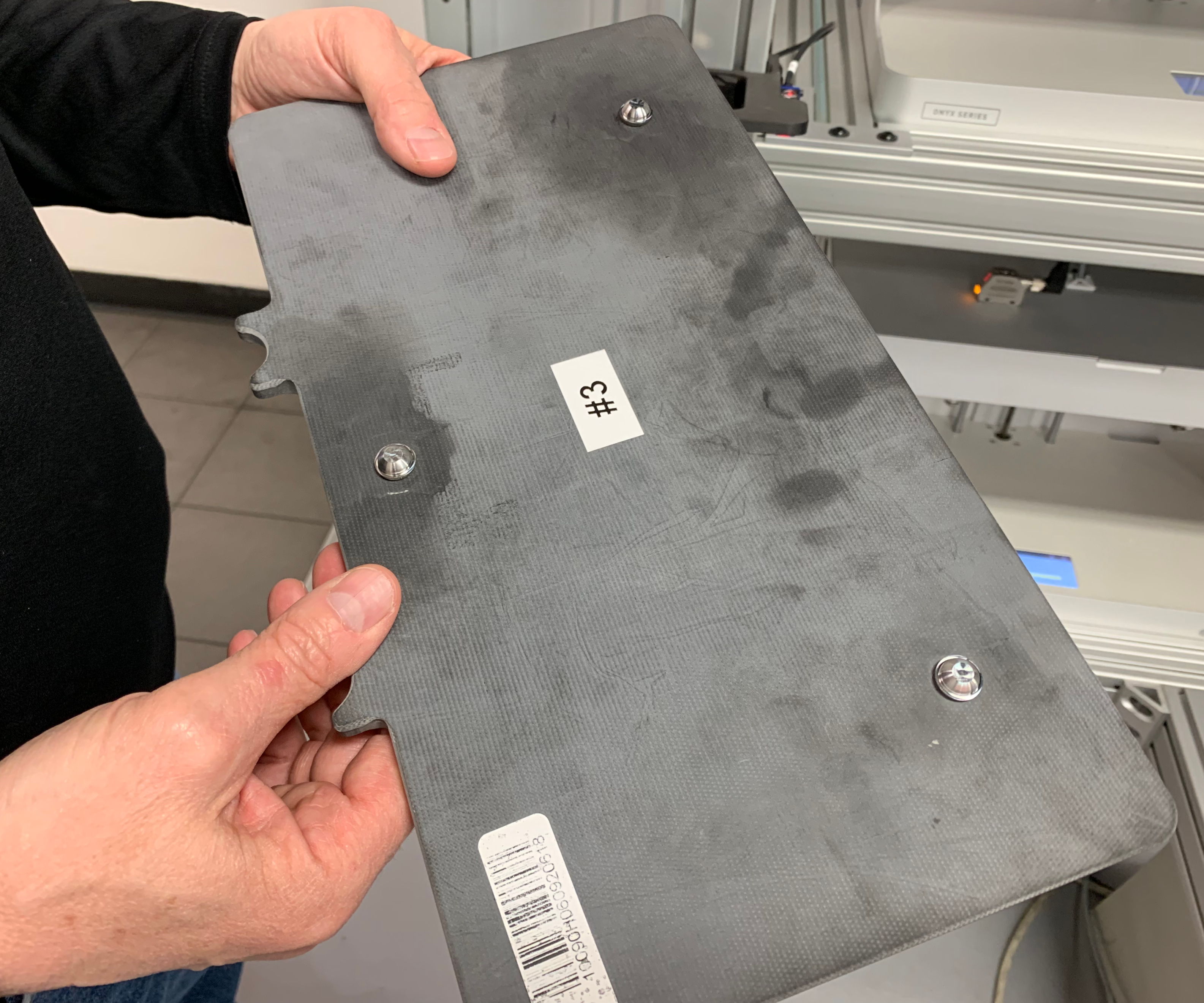
Automating the printer cell presented challenges in hardware as well as software. To create consistent, repeatable prints, Evco removes the three locating knobs on new build plates, replaces them with blanks, and then machines the blanks to the proper height. Each printer has three plates which are labeled and barcoded as shown here.

Evco’s first production job for its 3D printer cell is manufacturing custom mounts for Swarovski spotting scopes sold by an online retailer. McDonald shows how the threaded inserts on the bottom of the mount can be used to adjust the scope’s position.

Evco also performed design work on the mount for this client. The three mounts shown here represent three different iterations of the part. Previously, the company might not have been able to serve a customer needing a small number of plastic parts, but now, its 3D printing capacity makes this possible.

The final design for the scope mount. The metal inserts are dropped into the part during a pause in the build, and held mechanically in place when the build continues over their flanges.



In one sense, a 3D printer is a self-contained factory. A single printer can take the place of assembly, transportation, inventory and more, not to mention part making. But in another sense, a 3D printer can be woefully isolated. These machines are not necessarily designed to work in concert with other technologies, and most lack the support for automation that would be standard issue on equipment such as a machine tool.
The absence of an automation interface didn’t deter Evco Plastics, however. This plastics processor has years of experience automating injection molding and assembly processes, and recently applied its know-how to a cell of 3D printers. The company now has six polymer 3D printers in a cell tended by a collaborative robot (cobot). Automating this cell took creativity and effort, but the payoff is worth it. Evco is now running its printers 24/7 to serve its own internal tooling needs as well as to produce parts for outside customers.



An Attitude of Exploration
Founded in 1964, Evco manufactures plastic parts in facilities in Wisconsin and Georgia in the United States, with additional locations in Mexico and China. Services include everything from design for manufacturing and moldmaking to the injection molding process itself and secondary operations. Parts produced range from small medical devices to large panels for agricultural vehicles.
Company leadership has cultivated an atmosphere of innovation and technology exploration that is visible on the factory floor. Automation, in particular, is a fact of life at Evco. At one facility in Deforest, Wisconsin, automated cells combine injection molding, inspection and sterile packaging to manufacture medical devices that never see human contact until they reach the point of care. But that’s just one example. “There’s automation everywhere you go around here,” says Mark McDonald, design manager.
3D printing represents the latest stage in Evco’s technology exploration. The company already had some experience with a material jetting system by the time it added its first Markforged 3D printer in 2014, a Mark One with continuous fiber printing capability. But it wasn’t until the introduction of Onyx, a composite material reinforced with chopped glass fiber, that 3D printing began to find its place at Evco. Onyx provided stronger, less brittle parts than the jetted resins while being easier to print than continuous fiber-reinforced polymer. The material, it turned out, was perfect for making inspection fixtures.
Better Fixtures, Better Results
Evco’s metrology lab is housed in its DeForest headquarters and includes various coordinate measuring machines (CMMs) as well as laser scanning equipment. Today this lab is the largest customer for the company’s 3D printing capacity, which has grown to six Mark Two printers. 3D printed fixtures are used in inspecting everything from very small pieces that can be held in custom nests, to very large pieces that require multiple specialized fixtures affixed to standard blocks.
Printed fixtures are labeled with part numbers and assembly information printed right into them, and are filed away by part number with setup instructions to enable reuse. The system allows for faster initial setup, but also supports repeatability for recurring jobs. As an added benefit, inspection results tend to be better; the 3D printed fixtures enable Evco to hold the part in exactly the position it would be in use, rather than whatever orientation is most convenient, leading to more reliable readings.
The company even finds it efficient now to print standard fixture blocks when the blocks are shorter than 2 or 3 inches. This isn’t a job one would necessarily think suited to 3D printing, but for blocks of this height it’s actually cheaper than having a toolmaker devote time to making these on a machining center, McDonald says. With the 3D printers it’s even possible to stop the build and add a threaded insert, which saves time versus machining a block and tapping holes. It also keeps the printers busy, limiting the amount of time they sit idle. Growing opportunities for jobs like this were part of the impetus to automate the six printers.
Bootstrapping Automation
The chief requirement for automation of the 3D printer cell was finding a way to switch out used build plates so that production could continue without human intervention. “You can’t run 24 hours a day unless you have somebody standing there 24 hours a day,” says McDonald, who is the primary printer operator. “We want as much time as possible to be useful.”
However, unlike an injection molding press with a known cycle time per part, the 3D printers could switch jobs and therefore shift cycle time with every print. Unlike the “hard” automation of its injection molding lines, Evco needed to find a flexible solution that could handle the high-mix, low-volume nature of its 3D printing work.
The solution it came up with involves the printers arrayed in a cell on a custom rack, tended by a Universal Robots cobot. Getting here wasn’t as easy as it might seem at first blush. 3D printers are not machine tools, and many don’t come with a ready-made automation protocol connection. Evco therefore had to bootstrap communications between the printers and the cobot to make this solution work.
“It’s just a matter of extracting information and doing something useful with it.”
Fortunately, the Markforged machines did come with Wi-Fi and email capability. When a build ends or pauses, the printer sends an email to a specified address. Evco was able to teach processing software how to interpret the subject line of these automatically generated emails to determine which printer initiated the communication and the nature of the event. This information is then matched to a Microsoft SQL database containing job information, with a programmable logic controller (PLC) then directing the cobot to remove the full build plate from the designated printer and replace it with a fresh one. Finally, a stylus on the end-effector allows the cobot to interact with the printer’s touchscreen just like an operator’s finger to initiate a new build.
“It’s the same automated email that you would get anyway—we’ve just taught the software how to interpret it,” says Jason Glanzer, the automation engineer primarily responsible for working out this system. “It’s just a matter of extracting information and doing something useful with it. We didn’t even really spend a significant amount of money to get here.”
“It seems kind of simple and kind of off-the-wall,” McDonald says. “But it works.”
The printer cell can now work continuously without human intervention for as long as build plates are available. Evco has a set of 18—three for every printer. However, the build plates represent one more mechanical challenge to the automated cell, because the off-the-shelf plates can vary by 0.030 inches in thickness, Evco says, making them difficult to interchange in an automated swap. Evco’s solution was to replace the three locating buttons on the bottom of each plate with blanks epoxied in place, and then machine those blanks to attain a uniform plate surface height within the machine. Each plate in a set now positions within 0.001 inch of its fellows.
Flexibility and Future Promise
The automation had only been in place for a few weeks by the time I visited in April, but Evco was already confident about the promise of this cell. “I can run the printers 24 hours a day now, which I couldn’t do before,” McDonald says. That expanded capacity will come into play as Evco begins to manufacture some end-use customer parts with the 3D printer cell.
One example is a tripod mount for a spotting scope, an optical device used by hunters and bird watchers. The customer is an online retailer that needed just 50 of these parts. This is a customer that Evco normally wouldn’t be able to serve cost-effectively, given the small batch size, but its 3D printer cell made it possible to take on this job. Evco worked with the customer to develop the design, which features a honeycomb structure on the inside for print time and material savings and threaded inserts that are loaded in during the print so no assembly is required. Each printer can print two mounts at a time, in a build that takes about 19 hours, McDonald says. Manufacturing the full run of 50 mounts required five printers running for five days.
“This is ‘soft’ versus ‘hard’ automation.”
Evco anticipates taking on more work like this, and growing its capacity accordingly. Future updates to its automated 3D printer cell could include six more printers on the other side of the cobot, mirroring the existing array. Eventually there could be many cells together, with the cobot on a track to travel between them. The possibilities are part of the beauty of the solution.
“This is ‘soft’ versus ‘hard’ automation,” Glanzer says. Whereas the systematic automation of Evco’s injection molding facility is rigid and not easily changed, its cobot-tended 3D printer cell is infinitely flexible. The cobot can be easily taught and retaught to adapt to different scenarios, while the printers can manufacture whatever variety of parts is needed. With a few inexpensive steps, Evco has translated its 3D printing capacity into an automated additive manufacturing cell.







Related Content

Large-Format “Cold” 3D Printing With Polypropylene and Polyethylene
Israeli startup Largix has developed a production solution that can 3D print PP and PE without melting them. Its first test? Custom tanks for chemical storage.
Read More
500-Pound Replacement Part 3D Printed by Robot: The Cool Parts Show #50
Our biggest metal cool part so far: Wire arc additive manufacturing delivers a replacement (and upgrade) for a critical bearing housing on a large piece of industrial machinery.
Read More
How AM Enables Cobot Automation for Thyssenkrupp Bilstein (Includes Video)
The shock absorber maker has responded to its staffing shortages through extensive use of collaborative robots. In-house 3D printing makes this possible by providing the related hardware needed to complete the cobot-automated cells.
Read More
Robot Deposition Makes Giant Industrial Mixer Blade: The Cool Parts Show Bonus
Wire arc additive manufacturing produces a large component formerly made through casting, and allows for redesign of its internal cooling geometry.
Read MoreRead Next

3D-Printed Fixtures Aid CMM Inspection of 3D Printer Parts
Cincinnati Inc. has found that 3D-printed fixtures save money and effort in the inspection process for machined parts used in its SAAM 3D printers.
Read More
Voodoo Mfg. Microfactory Takes Desktop 3D Printers into Volume Production
Armed with a fleet of MakerBot 3D printers and its own proprietary software, Voodoo Mfg. is producing parts by the thousands from its small Brooklyn facility.
Read More
4 Ways the Education and Training Challenge Is Different for Additive Manufacturing
The advance of additive manufacturing means we need more professionals educated in AM technology.
Read More