
Agility Through 3D Printing
Additive manufacturing capability has helped this shop stay flexible, in both the prototyping and moldmaking parts of its business.
.jpg;width=70;height=70;mode=crop;format=webp)

A 3D-printed mating piece enabled clamping this portion of a mold insert in TriPro’s VMC when it required additional machining. 3D-printed fixtures such as this have helped the moldmaker save time and reduce custom fixturing costs.
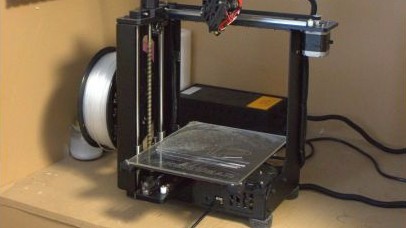
TriPro’s fused filament fabrication (FFF) MakerGear M2 3D printer has a build area of 8 × 10 × 8 inches and a 1.75-mm plastruder. Operations Manager William Corner keeps its workstation stocked with ABS and PLA in several colors.
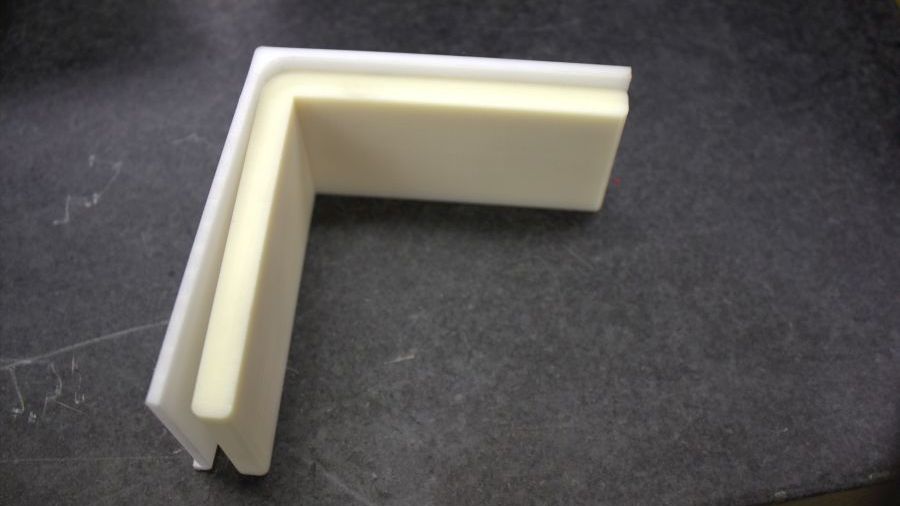
This machined Delrin part has a 95-degree internal angle and thin walls, which made it difficult to mill quickly with good surface finish. An ABS support printed on the M2 (recreated here in ABS-M30i via AHPharma’s Fortus 400) provided the rigidity necessary to finish the job on time.
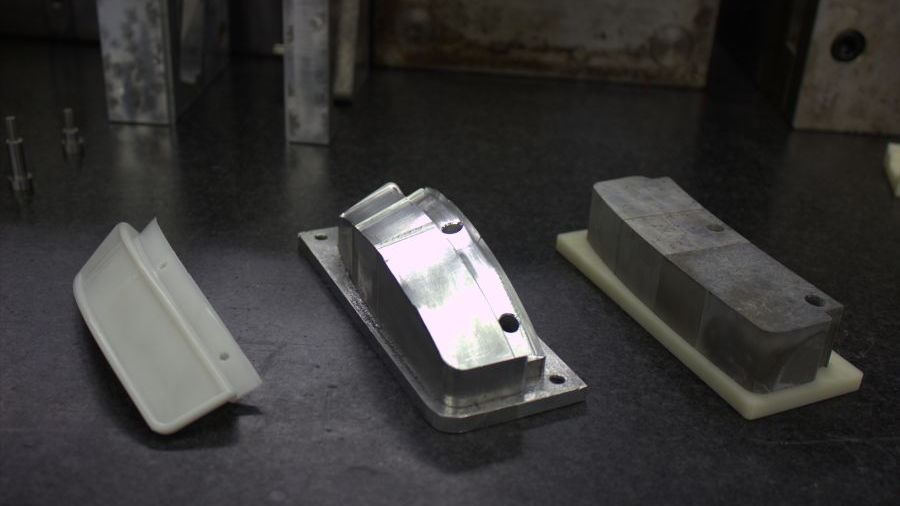
Two holes running through the injection-molded plastic part on the left made it necessary to create the B side of the insert in three parts. A 3D-printed fixture (far right) held the three parts together and provided parallel sides for clamping them in the shop’s sinker EDM.

A quickly printed fixture provides parallel edges to enable clamping this mold insert securely in the shop’s sinker EDM. An added benefit to plastic 3D-printed EDM fixtures like this is that they won’t rust like metal ones.

The Bill Blade is the first “Shark Tank-style” business venture that TriPro has entered into. The company worked with the product’s creator to design and prototype the plastic holder and detachable stainless steel blade. The two pieces on the table are 3D-printed prototypes of the holder assembly, made from blue ABS on the M2. The holders are injection molded for the hats available for sale.



For a small manufacturing business with a limited budget, meeting customers’ needs is not necessarily about having the newest and flashiest equipment. It’s about having options, and the agility and flexibility to implement the one that makes sense for the situation at hand. For TriPro Technologies, a maker of plastic injection molds and fixtures located in Salisbury, Maryland, 3D printing has become one of those options.
“It’s another arrow in our quiver,” says William Corner, TriPro operations manager. The company has just two employees (Corner and a student co-op machinist) who work in a 2,500-square-foot rented space, but it has built a reputation on the ability to meet the needs of clients in a customized and timely fashion. A 3D printer helps TriPro better serve its clients through prototyping products, but it has also been key to delivering production orders, giving the shop the capability to produce manufacturing aids precisely when they are needed.



Design to Build
TriPro was founded in 1990 by Corner’s father in Meadville, Pennsylvania, and started out as a provider of mold design services. The company got into moldmaking as well when one of its key customers didn’t want to deal with a separate mold designer and manufacturer. Today TriPro still specializes in helping customers optimize and improve the designs of products that are intended for injection molding. Providing this service helps form relationships with customers, and often results in winning the business of then making the molds.
The company suspended operations when Corner’s father retired in early 2014. Around the same time, Corner purchased a MakerGear M2 3D printer. He immediately realized how it could make a difference in design work by allowing customers to hold a prototype in their hands within hours instead of weeks, and saw the potential for resurrecting TriPro. Later that year, Corner and his mother (the majority owner of TriPro), relocated the equipment from Meadville to Salisbury, where Corner had previously moved with his wife. The 3D printer proved to be instrumental in helping TriPro win local business after the move. “I would send a 3D-printed model of the part with the quote,” Corner says. “That really set me apart and won a couple of new customers.”
The M2 remains the shop’s only 3D printer, and is still primarily used as a prototyping tool to help show clients potential problems with product designs and possible solutions before molds are ever built. “With the 3D printer, I can prove to them that it’s not going to work for 85 cents,” says Corner, rather than letting a client sink thousands of dollars into a mold for a part with expensive or impractical features. Demonstrating this with a 3D-printed prototype is not meant to “crush their dreams,” he says, but to help the customer quickly arrive at a form that will be optimized for injection molding. Tooling costs can often be mitigated by discussing these issues early on.
“I’d rather have the partnership with the inventors,” says Corner, as opposed to accepting payment up front to build a mold the buyer isn’t ready for. Working with customers to improve the design rather than selling them what they think they want often results in repeat customers, and has helped TriPro win work that might otherwise have gone to moldmakers overseas. This partnership mentality has more recently led the company into what Corner calls “Shark Tank-style” ventures (after the reality TV show) in which TriPro offers design help and mold work to product developers in exchange for a percentage of their business.
Taking a Cue from Prototyping
It was a prototyping job that first prompted Corner to use the 3D printer to make manufacturing aids. He was working under a looming deadline to mill a prototype out of Delrin that would serve as the background for an inspection camera on an assembly line, illuminated from behind by bright LED lights. The corner-shaped piece had a thin wall 2.5 inches high with a 95-degree interior angle, allowing the natural spring of the plastic to form a right angle and hold the part in place when it was installed in the larger assembly. The surface finish on this background piece was critical, because the camera would reject the production parts if it picked up any striations or surface imperfections in the image. The part’s thinness and height made it difficult to achieve this fine finish through milling. The inner corner of the part was milled out first, but once this internal material was removed, the part wasn’t rigid enough to achieve the finish at the speed necessary to get the job done on time.
It might have been possible to design and machine a support out of aluminum, Corner said, but there also wasn’t enough time for this, plus a metal support might have damaged the finish. Therefore, rather than delay delivery, he quickly designed and 3D printed a support from ABS that would fit inside the machined section of the wall as the outside was milled. The support enabled a smooth, acceptable surface finish while maintaining faster cutting speeds than would have been possible otherwise.
Applications in Production
Beyond prototyping, the 3D printer has also given TriPro an edge in production—specifically, in making and repairing the molds that continue to form the core of its business. The ability to quickly and cheaply print custom supports, workholding fixtures and other manufacturing aids for use in the shop’s mills and EDMs has saved TriPro money, and helps the shop turn jobs around faster by reducing setup time.
In one instance, TriPro was making a mold for a curved component that rides along a feed auger to push product up and out of a chute, dispensing it to an end user. The component was to be held in place with two stainless steel rivets pressed into two holes, and attached to the auger via rare earth magnets.
The curve of the component and angle of the holes meant that the B-side of the mold insert had to be made in three parts so that it could be removed from the molded component without damaging the features. All three parts had to be EDMed at the same time, however, and the assembly offered no parallel edges which made clamping a challenge. A 3D-printed frame made to the exact geometry of the insert’s external perimeter held the parts together and provided a rectangular form that could be easily secured in the shop’s sinker EDM.
The ability to create custom fixtures like this on the fly has also helped TriPro remain flexible to design changes. When a portion of that same mold insert needed further machining, Corner 3D printed a mating piece to fit between the curvature of the part and the vise inside its vertical machining center. Such fixtures have been helpful in mold repair work as well, where it can be difficult to hold a damaged mold for machining without a custom solution.
“Some shops spend 5 to 7 percent of their time doing custom fixturing,” Corner says. “Because of the 3D printer, I don’t have that expense.” Rather than taking the time to design and mill or EDM custom fixtures out of metal, Corner can create an inverse form from the existing CAD model in SolidWorks in a matter of minutes, then slice and prepare it for printing with Simplify 3D, and often have the fixture off the printer within an hour or two. Because the design step is so streamlined, the only real cost to this approach is the plastic and the electricity to run the printer, he says. Having an available 3D printer to do this work reduces the amount of time, labor and material costs required for custom fixturing, and keeps this work off of TriPro’s mills and EDMs.
A 3D-printed guide has also played a role in the first of TriPro’s “Shark Tank” projects: the Bill Blade, an emergency knife attached to a baseball cap. The detachable stainless steel blade is held by magnets to a plastic holder affixed to the hat’s bill. TriPro worked with the inventor to design the plastic holder (prototyping it with the M2) and then eventually built the injection molds that are now used for production. Assembly requires that part of the hat’s bill be cut away with tin snips in order to attach the holder. In early prototypes, the cut was “eyeballed” and consistency was a problem. A guide made on the M2 is now used to mark the bills before cutting, making the process easier and more repeatable.
The Goal: A One-Stop Shop
Corner has been happy with the M2’s performance and he has no immediate plans to replace it or add additional 3D printing capacity. However, TriPro does have access to another 3D printer when needed. Corner has formed a close relationship Dr. James McNaughton, an engineer and animal scientist as well as president and CEO of AHPharma Inc. McNaughton’s company, also based in Salisbury, develops and manufactures products for the food and animal industries. (Products include feeding devices and scales for the area’s prominent poultry farming industry.) About five years ago, AHPharma installed a Fortus 400 fused-deposition modeling (FDM) 3D printer from Stratasys. When the company is not running its own prototyping work on the printer, McNaughton is happy to build parts for TriPro. In exchange, AHPharma gets design help on components destined for injection molding, TriPro’s area of expertise.
Both McNaughton and Corner hope that this collaboration will become more official in the future. As TriPro’s business expands, Corner hopes to move the business into a larger shared space with AHPharma. The goal is to create a one-stop shop where product developers can get design, prototyping, moldmaking, electrical and mechanical engineering, and other services all under one roof. The two additive machines will continue to play a key role in this undertaking, allowing the companies to flexibly adapt to the needs of their customers, whether in prototyping or production work.







Related Content

4 Ways Augmented Reality and 3D Printing Intersect
Augmented reality (AR) is bringing benefits to additive manufacturing, and vice-versa.
Read More
Foundry Lab: How Casting in a Day Will Improve the Design of Metal Parts (Includes Video)
The company’s digital casting process uses 3D printing, but the result is a cast part. By providing a casting faster than a foundry, the company says effective prototyping is now possible for cast parts, as well as bridge production.
Read More
3D Printing Enables Mold Shop to Rapidly Prototype Medical Parts (Video)
A case study involving Mantle’s 3D printing technology allowed moldmaker Westminster Tool to go from design to injection molded prototype medical parts in three weeks.
Read More
Faster Iteration, Flexible Production: How This Inflation System OEM Wins With 3D Printing
Haltec Corp., a manufacturer of tire valves and inflation systems, finds utility in 3D printing for rapid prototyping and production of components for its modular and customizable products.
Read MoreRead Next

Machine Shop Finds Opportunities with SLA 3D Printer
Adding a Form 2 desktop stereolithography 3D printer from Formlabs has enabled A&M Tool and Design to expedite workflows with 3D-printed prototypes, tooling and more.
Read More
Why Your Machine Shop Will Have a 3D Printer
In the future, we’re likely to take it for granted that small machining businesses routinely use 3D printing as a complement to their machine tools. The 3D printer can do work that frees up the more valuable machines.
Read More
3D Printing Brings Sustainability, Accessibility to Glass Manufacturing
Australian startup Maple Glass Printing has developed a process for extruding glass into artwork, lab implements and architectural elements. Along the way, the company has also found more efficient ways of recycling this material.
Read More