
3D Printing Impacts Production Mold Design
3D-printed cavities and cores serve as a testing ground to quickly prove out production mold design options.

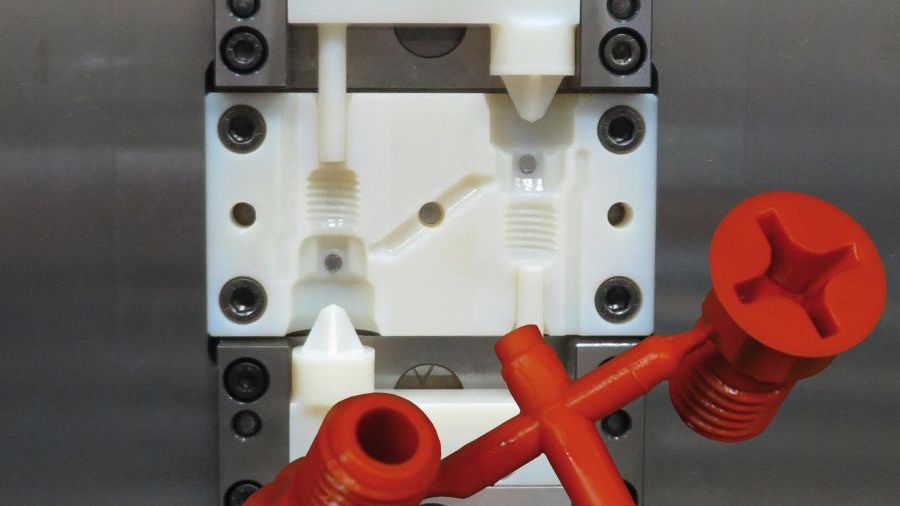
The use of a quick-change mold system and 3D-printed cavity, core and slide faces shown here permitted rapid, low-cost prototypes that helped design and manufacture a better production mold.

Prototype and final production molded sealing plugs for a clamping device.
Share



3D-printed mold prototypes can reveal means of improving material choices and other variables prior to production. Hasco and Stratasys have been working with molders and moldmakers to provide a prototyping method that combines 3D-printed mold inserts and components via Stratasys expertise with quick-change mold systems and standard components from Hasco.
In one such application, an easy-to-mount sealing plug needed to be produced for a clamping fixture to seal a large number of threaded holes. An initial cost analysis and design review revealed that this plug type, which involved walled sections 12 mm (0.472 inch) thick, could not be economically produced by conventional injection molding. A prototype mold was needed to perform feasibility studies to determine the necessary mold design, process and material changes to make the sealing screw prototype parts and the subsequent production mold.



To speed prototyping, a quick-change mold system (standard steel plates with easily changeable cavities and cores) was selected and modified with standard slides from Hasco, and a standard ejector system and side rails were used. German moldmaker Canto 3D printed the mold cavity, core and slide faces with a Stratasys Connex 500 and placed them into the quick-change mold system, performed final fitting and sampled the prototypes, all within four days. Canto printed the cavity, core and slide faces within 6 hours instead of spending days machining, heat treating, re-machining and grinding. There were three versions produced between initial and final 3D printing.
“This prototyping method helped to quickly determine the proper size and shape of the part for moldability, and initially revealed that a steel cavity and core would not properly produce the end-use part, as thermal conductivity was a very important factor. These results were applied to the design of a final four-cavity production mold using a copper-bronze matrix to insure proper cooling requirements to produce a working part and larger final part quantities,” says Brenda Clark, engineering manager for Hasco America.
This four-cavity production mold, incorporating a quick-change mold system, was produced using a patented sintered metal rapid tooling process with a 3D filigree network of copper-bronze and a surface coating of tungsten carbide. This process can be used to coat steel or to produce cavities and cores, as was done in this sealing screw part application. As a result, these production cavities and cores are similar to steel ones, says Clark, but offer increased absorption and faster heat release (up to five to 10 times higher thermal conductivity than conventional tool steels). This level of thermal conductivity helps to produce a thicker-walled part, which allows the mold to “set up” or cure properly in an optimal amount of time while achieving the correct part’s final form.
The key lesson learned was that material knowledge is essential when moving from the manufacture of prototype parts to end-use parts. Designers must understand material differences between prototype and production molding and how materials cure and react to the materials being molded around them.
According to Clark, this prototype project also uncovered a faster way to create more realistic prototypes in small batches; reduced the time and cost requirements for modifications; quickly revealed the need to change the original sealing screw design to decrease wall thickness; reduced the time and costs required for redesign and further testing; sped up the process for finalizing sizing; and allowed all 3D data to be created, adjusted and finalized for final production before any steel was cut.
In the end, a better production mold was able to be manufactured based on the prototypes produced from the 3D-printed inserts. Hasco and Stratasys are currently working with moldmakers and molders that are interested in exploring options like this as an ongoing initiative. “This combination prototyping option is not appropriate for every part, so it is important to find the right application. Working together with technology suppliers will help determine if a part will be best served with this option,” says Clark.







Related Content

What Does Additive Manufacturing Readiness Look Like?
The promise of distributed manufacturing is alluring, but to get there AM first needs to master scale production. GKN Additive’s Michigan facility illustrates what the journey might look like.
Read More
How to Build 10,000+ Shot Molds in Hours
Rapid tooling isn’t so rapid when it takes days to 3D print a metal mold, and then you still must machine it to reach the necessary tolerances. With Nexa3D’s polymer process you can print a mold in hours that is prototype or production ready and can last for more than 10,000 shots.
Read More
What is Powder Bed Fusion 3D Printing?
Whether in metal or polymer, with a laser or an electron beam, powder bed fusion (PBF) is one of the most widely used 3D printing techniques.
Read More
ActivArmor Casts and Splints Are Shifting to Point-of-Care 3D Printing
ActivArmor offers individualized, 3D printed casts and splints for various diagnoses. The company is in the process of shifting to point-of-care printing and aims to promote positive healing outcomes and improved hygienics with customized support devices.
Read MoreRead Next

4 Ways the Education and Training Challenge Is Different for Additive Manufacturing
The advance of additive manufacturing means we need more professionals educated in AM technology.
Read More
At General Atomics, Do Unmanned Aerial Systems Reveal the Future of Aircraft Manufacturing?
The maker of the Predator and SkyGuardian remote aircraft can implement additive manufacturing more rapidly and widely than the makers of other types of planes. The role of 3D printing in current and future UAS components hints at how far AM can go to save cost and time in aircraft production and design.
Read More
3D Printing Brings Sustainability, Accessibility to Glass Manufacturing
Australian startup Maple Glass Printing has developed a process for extruding glass into artwork, lab implements and architectural elements. Along the way, the company has also found more efficient ways of recycling this material.
Read More