
Where 3D Printing Makes Sense for Micro Medical Devices
A contract manufacturer uses stereolithography to produce high-quality medical devices on a micro-scale for prototyping and end use.
.jpg;width=70;height=70;mode=crop;format=webp)
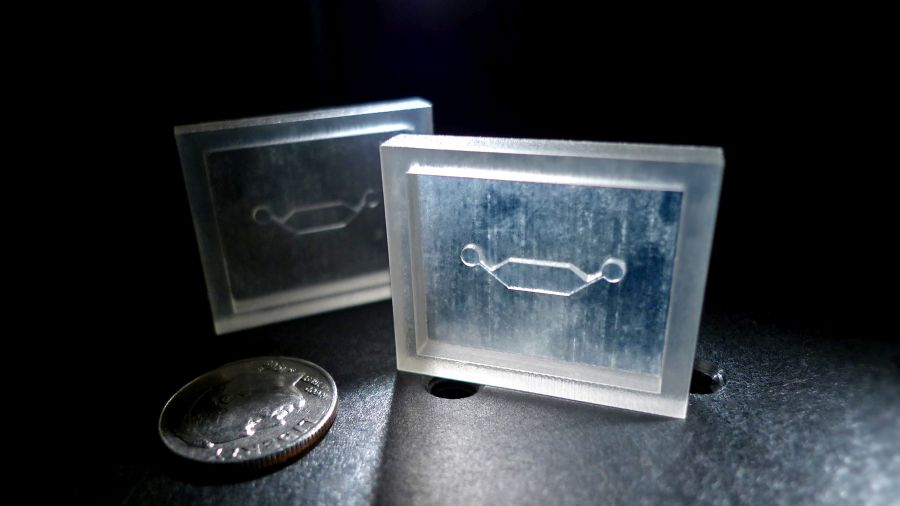
Figure 1: This 3D-printed prototype is for a microfluidic mold used to make microchambers for growing cancer cells. Using the Projet 3500 for prototyping helped reduce lead time for the development of these molds.

Figure 2: These components are part of a stapes, or stirrup, bone prostheses for the middle ear. The quality of these 3D-printed prototypes points to the possibility that the final prosthesis may be 3D printed as well.



Potomac Photonics, a contract manufacturer located in Baltimore, Maryland, is familiar with the common challenges of 3D printing, like build orientation, resolution and surface finish. But in Potomac’s case, these challenges are magnified—literally. The company is known for its microfabrication work, and has the ability to machine, laser cut and 3D print parts on a very small scale. Micromachining expertise combined with a dual-material SLA 3D printer enables the company to create a number of medical devices and device components, both in prototype and for end use.
Founded in 1982, Potomac Photonics is located at “Bwtech@UMBC” Research and Technology Park, the university research park for the University of Maryland, Baltimore County. The company has conducted collaborative projects with commercial and government agencies in medical device manufacturing, biotech and electronics fabrication. Using technologies ranging from laser micromachining to hot embossing, the company can micromachine materials including polymers, metals, ceramics and glass. The parts the company produces frequently demand features down to 1 micron, and in some cases even smaller, says Mike Adelstein, president and CEO.



For its additive manufacturing work, Potomac relies on a 3D Systems Projet 3500 3D printer capable of layer thickness down to 16 microns (smaller features are achieved by micromachining printed parts. The SLA printer uses a two-material process that can print wax supports and voids alongside the polymer for the part. Once the build is complete, support removal is fast and easy. The wax is melted away in an oven, leaving behind a surface finish that is good enough for functional prototyping and even some end-use applications. Two example applications for the medical industry are pictured in the slideshow above.
The first photo (Figure 1) shows a pair of components developed with Memorial Sloan Kettering Cancer Center that compose a microfluidic mold. The mold in turn is used to make a polydimethylsiloxane (PDMS) microchamber for growing cancer cells in a controlled environment. These microchambers are commonly used in biology and biomedical applications, but developing and producing them using traditional moldmaking can create a costly bottleneck. By 3D printing these acrylic prototypes, Potomac was able to save cost and reduce lead time for the cancer center.
Figure 2 shows a set of components for an ear implant used to treat otosclerosis disease. Otosclerosis is an abnormal hardening of the stapes bone inside the middle ear. Commonly called the stirrup bone, the stapes is responsible for moving the inner ear fluids to enable the sensory process of hearing. If the bone becomes fixed, its ability to generate these vibrations is limited, resulting in hearing loss.
The parts pictured were created for a stapes prosthesis developed by the Institute of Micromechanics and Photonics at Warsaw Technical University in Poland. Though these are prototypes, they were used to verify that the device geometry would allow it to be implanted into a temporal bone. Prior to turning to Potomac, the institute had tried another 3D printing process that did not achieve the small, precise geometries and tight tolerance necessary for this verification. Given the quality that Potomac has been able to achieve in these small prototypes, it may be economically viable to 3D print short production runs of this prosthetic.
In both cases, the parts are shown following the removal of the wax, but without any additional postprocessing. Achieving these results is part equipment, part trial and error, and part know-how. The resolution of the printer contributes, but factors such as laser power and orientation also play a role. The shop has learned through experience what the best orientation for a given part is likely to be, but also performs testing when needed. The Projet's 11.75 × 7.3-inch (298 × 185-mm) build platform enables Potomac to print the same component in multiple orientations in a single build, so as to quickly determine the optimal orientation.
Even with past experience and up-front work, though, “Sometimes we reach the limits of what 3D printing can do,” says Adelstein. In these cases, the shop turns to a combination of its micromachining technologies. It might 3D print the part as near-net-shape as possible, then use the laser to machine the smallest features, for example. Or the company might switch from 3D printing small batches of a part to machining or molding it if production takes off. “It could be good for one stage of the project, but it’s not always good for the whole project,” he says.
In all cases, Potomac seeks to choose the technology that will best serve the needs of its customers. The 3D printer is used where it can save time and cost while meeting required tolerances. As the technology develops and new materials are introduced, Adelstein sees its usage for production growing.







Related Content

Students Use Micro Metal 3D Printing for ISS Microgravity Experiment
Qualified3D printed lattice parts for the students using microstereolithography (micro SLA), which seemed to be the only process able to produce the parts with sufficient accuracy.
Read More
Louisville Slugger Uses Formlabs Technology to Accelerate Innovation
Louisville Slugger relies on Formlabs’ Form 3 stereolithography 3D printer to create both prototypes and manufacturing aids for designs of the composite and aluminum bats swung by youth and collegiate players.
Read More
Evonik Adds Three Infinam Photopolymers to Product Portfolio
Formnext 2022: These photoresin products are for use in common UV-curing 3D printing processes such as stereolithography (SLA) or Digital Light Processing (DLP).
Read More
Chromatic RX-Flow 3D Printers for Reactive Extrusion Additive
RX-Flow printers are a low-cost option for manufacturers interested in testing and implementing industrial 3D printing with more durable, flexible materials than are available with FDM, SLA and other 3D printing technologies.
Read MoreRead Next

3D Printing Brings Sustainability, Accessibility to Glass Manufacturing
Australian startup Maple Glass Printing has developed a process for extruding glass into artwork, lab implements and architectural elements. Along the way, the company has also found more efficient ways of recycling this material.
Read More
4 Ways the Education and Training Challenge Is Different for Additive Manufacturing
The advance of additive manufacturing means we need more professionals educated in AM technology.
Read More
At General Atomics, Do Unmanned Aerial Systems Reveal the Future of Aircraft Manufacturing?
The maker of the Predator and SkyGuardian remote aircraft can implement additive manufacturing more rapidly and widely than the makers of other types of planes. The role of 3D printing in current and future UAS components hints at how far AM can go to save cost and time in aircraft production and design.
Read More